
彎管機固定分步說明
如果您打算用鋼管獨立製作溫室,那麼您不僅需要購買普通的彎管機,還需要購買可靠的產品。畢竟,使用這種方法,您將需要彎曲十幾個異形管。為了使溫室的設計整潔美觀,您需要使用固定式彎管機。
在繼續製造溫室之前,您需要注意是否有合適的工具用於彎曲型材產品。您將需要以下元素來設計固定式彎管機:
- 25桿;
- 6個軸承;
- 渠道。
您還需要一台焊接機,所有組件都將通過該焊接機連接起來。 分步製造說明 固定式彎管機如下所示:
- 軸承焊接在底座(通道)上,底座通過適當直徑的鋼管形式的軸相互連接。
- 為防止軸太靠近底座,應將軸承焊接到每個 5 厘米長的矩形管的切口上。
- 為了刻意製作一個可以調節彎曲半徑的單元,底座必須由兩個通過窗簾連接的通道製成,如上圖所示。
- 兩個帶軸承的軸位於同一高度,第三個(中央)用高 15-20 厘米的矩形管焊接。
- 一根額外的管子必須焊接到上軸上,手柄將連接到該上軸上。該軸將由肌肉力量驅動。
- 手柄焊接到上軸,之後可以檢查所得產品的運行情況。
安裝任何尺寸的異型管時,應調整最終彎曲的半徑。這可以使用位於底座下方的千斤頂來完成,其中一個軸固定在該千斤頂上。調整所需的彎曲半徑後,手柄旋轉。結果是高質量的彎管。彎管機的優點是能夠彎曲任何尺寸和直徑的材料。
在缺點中,只能注意到在一個地方操作的可能性。
重要的是要了解這種設備可用於任何需要。為了製造這種設備,將需要不超過 500 盧布的投資。你只需要買6個軸承,其他元素都可以在每個主人家中找到
您只需要購買6個軸承,其他所有元素都可以在每個主人的家中找到。
製作手動滾筒模型
用自己的雙手製作手動彎管機僅由鋼件製成,無需使用特殊的機械裝置。該設備專為局部彎管而設計。使用直接手動力使型材變形,因此彎管機必須配備長而堅固的手臂。
接下來,將考慮安裝在支撐框架上的雙輥彎管機的製造過程。根據需要和材料,工具的尺寸可能與建議的尺寸不同。
必要的材料和工具
管道變形是一個費力的過程,需要優質耐用的材料,否則可以彎曲工作工具本身而不是型材。
要製作機械手動徑向彎管機,您需要:
- 焊接機。
- 兩個經過預車削的強鋼(例如 1045 級)製成的滾子。較大的直徑為 100 毫米,較小的直徑為 60 毫米。兩者的厚度均為 35 毫米,外腔半徑為 0.5 英寸。
- 直徑至少為 1.5 英寸、壁厚(至少 3 毫米)的鋼管。它將用作槓桿,因此其最小長度為 1.5 米。
- 四條 15 x 6 厘米、4-5 毫米厚的鋼帶,用於將彎管機的底座固定在虎鉗中,支撐管道並製作手柄。您還需要 20-25 厘米的 60 毫米寬和 3 毫米厚的鋼板。
- 兩個螺栓:第一個直徑為 0.75",長 60mm,用於大滾筒,第二個螺栓直徑為 0.5",長 40mm,用於小滾筒。
- 鋼板 300 x 300 毫米,最小 3 毫米厚。
- 副。
在工作過程中,可能還需要其他一般的家用工具:錘子、銼刀、砂紙、尺子等。上述滾輪專為 1 英寸管道設計,但通過消除它們的圓周凹槽,您可以獲得用於彎曲金屬型材的通用工具。
彎管機製造工藝
當所有必要的零件和工具都集中在一個地方時,您可以直接進行彎管機的製造:
- 準備一張標出主要元素位置的圖紙。
- 檢查滾子上的孔與螺栓直徑的兼容性。
- 在直徑為 0.5 和 0.75 英寸的兩條金屬條上鑽兩個孔。孔的軸線之間的距離必須正好為 80 mm(兩個滾子的半徑之和)。
- 在底架中心打一個直徑為 0.75 英寸的孔。將相應的螺栓插入其中,但不要從後面突出。將螺栓焊接到金屬板上。
- 取出尺寸為 15x6 厘米的鑽孔金屬板、一個 0.5 英寸的螺栓、一個較小的滾輪、一條 35 x 60 毫米的鋼帶,然後將帶有滾輪的螺栓插入到適當的孔。
- 將螺栓的末端焊接到金屬條上。你應該得到一種靠近開口邊緣的具有較大直徑孔的喇叭。
- 管柄必須焊接到產生的喇叭的底部。
- 將管道的支撐桿焊接到金屬框架上。板條線到中心螺栓軸線的距離應等於大滾子的半徑加上 0.5 英寸。
- 在床的底部焊接一根 15 x 6 厘米的桿,用於固定在虎鉗中。
- 將一個大滾輪插入喇叭,將結構放在中心螺栓上,然後將螺母擰在頂部。
- 用虎鉗夾住彎管機並進行第一次測試。
重要的製造細節:
焊縫是整個結構中的薄弱環節,因此在彎管機的製造過程中要特別注意它們。
異型管用
型材管通常用於組裝溫室、涼亭、大門和小門、遮陽篷等框架。
因此,車庫或避暑別墅的主人遲早會提出如何在家彎曲專業管道的問題。
彎管機將前來救援。
然而,現成的解決方案需要花費大量資金。因此,最好的選擇是自己做。










要製作這樣的設備,您將需要以下工具:
- 角磨機,俗稱-磨床;
- 用一套金屬鑽頭鑽孔;
- 焊接機,最重要的是 - 家用電極逆變器;
- 一組鍵或頭。
在開始工作之前,您需要繪製未來折彎機的圖紙,以便所有細節相互關聯。
家用彎管機的主要元素是:
- 由鋼槽或工字梁焊接而成的框架,厚度至少為 4 毫米;
- 輥軸;
- 滾筒本身;
- 用於連接鏈傳動的星號;
- 從舊自行車或氣體分配機構驅動的鏈條;
- 螺桿降低壓輥;
- 夾緊螺釘和軸旋轉手柄——空心鋼管或實心桿;
- 各種配件:螺母、螺栓、墊圈、開槽器、開口銷。
值得一提的是,如果您的武器庫中沒有滾子和軸,那麼沒有車床是不可能自己製造的。作為最後的手段,可以將現有的金屬棒切割成一定尺寸並打磨。帶內孔的桶可用作滾輪。
帶中心滾輪
組裝帶有中央壓輥的自製彎管機時的動作順序如下:
- 使用磨床,將通道或工字梁切割成所需尺寸的部分。逐點抓住它們,然後,當框架準備好時,沿著整個長度煮沸。之後,出於美觀的原因,您可以使用砂輪打磨接縫。
- 提供來自同一通道的廢料的任一支腿,或用於螺栓的安裝孔,以便您將機器抓取到工作台上。
- 為軸鑽孔。此外,使用鑽頭和磨床在框架的垂直部分進行切割。它們將上下夾送輥軸。將帶有滾輪的軸插入製成的孔中,並用開口銷固定它們。
- 壓輥桿和盲框的螺紋連接可以用車床或絲錐完成。請記住,大直徑螺紋很難切割。切割螺紋時,請務必使用磨削或其他廉價潤滑劑。
- 輕輕打磨兩側軸的外部,以便在它們上面放上星星。稍微鬆弛地戴上鍊條,如果握得太緊,將花費額外的力量來克服阻力。
- 將槓桿連接到其中一個軸上 - 使用與鏈輪相同的鎖進行固定。如果需要加強軸上的槓桿,請鑽一個孔並切割內螺紋。在那裡擰上螺栓後,槓桿將被固定,並且通過擰下螺栓,槓桿總是可以被移除以便運輸。通過轉動槓桿,可以將工件拉過滾輪。通過擰緊夾緊螺釘,可以改變彎管的曲率半徑。
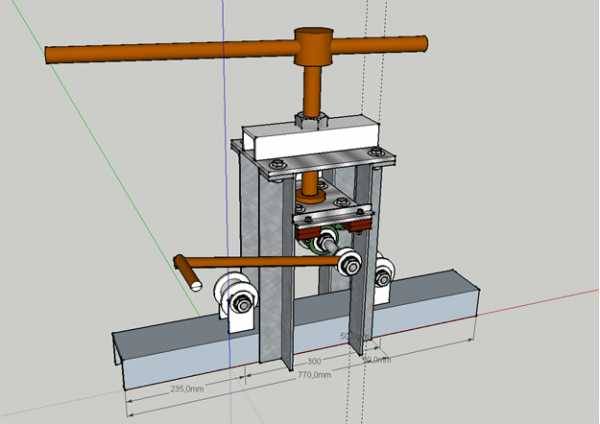
自製設計的圖紙和尺寸:
帶斷架
在製造業中同樣受歡迎 自己動手是一個彎管機圖 與休息框架。在結構上,它的不同之處在於它裡面的所有滾輪都是靜止的,即它們只會旋轉,但會上下移動。
管道上的壓力是通過提升安裝有一個極限滾輪的框架部分來產生的。組裝過程與前一個類似,但有其自身的細微差別:
- 使斷裂彎管機的框架不是一件式的,而是由兩部分組成。兩個零件可以用一個帶有兩個螺母的螺柱連接。
- 用螺旋提升裝置或千斤頂提升端輥非常方便。
- 為了旋轉鏈輪,一些工匠採用交流電動機,甚至是從手推式拖拉機或燃料發電機中取出的汽油發動機。
但大多數情況下,這些單位仍然使用用戶的肌肉力量。在這種情況下,它們幾乎不需要資源。這就是它們的價值:很容易將這樣的設備放在汽車後備箱中,然後將其帶到仍然沒有電的建築工地。
以下是自製彎管機的圖紙和尺寸:
另一個例子:
簡單的彎管機
在家庭作坊中,可以製作幾種類型的彎管機。這裡很大程度上取決於設備用戶的需求。在人們需要不斷地將小直徑銅管彎成直角的情況下,製作帶有基於千斤頂的斷裂框架的固定式彎管機似乎是浪費時間和精力。
以下是滿足各種需求的最簡單和最容易製造的彎管機類型。
用於圓管
零件最少的最簡單的彎管機是一種手動裝置,由一個底座、兩個滑輪、一個擋塊和一個槓桿組成。
它設計用於以直角或更小角度彎曲圓管。
底座可以是簡單的金屬板。滑輪固定在其中心。 U形支架固定在第一皮帶輪的軸線上。支架的末端有一個槓桿,中間有一個第二個滑輪固定在眼睛上,它可以自由旋轉。第一個滑輪下方是一個阻止管道轉動的擋塊。
這種彎管機的機構非常簡單。圓管插在擋塊和第一皮帶輪之間。支架用其中一個邊緣接觸擋塊,管道夾在兩個滑輪之間。用槓桿轉動支架,主人將壓力施加在管子的末端,然後第二個滑輪逐漸圍繞第一個滑輪畫一個圓圈,一動不動。夾在它們之間的管子沿定滑輪的半徑彎曲。










從虎鉗
虎鉗折彎機不需要連接上壓力滾子和下推力滾子的框架,從而簡化了組裝任務。對他來說,兩個足夠深度的通道就足夠了,這樣就可以在牆壁上為滾筒軸鑽孔。
推力滾子安裝在寬底座上,彼此之間的距離至少為 400-600 毫米。在一個狹窄的底座上,組裝了一個滾輪,由一個足夠長的槓桿旋轉。然後將結構插入虎鉗中,將管道放置在滾輪之間並擰緊。通過轉動槓桿的手柄,管子或型材被拉過滾輪。
這個模型很方便,因為它盡可能便攜,只有在必要時才能從工具箱中取出。
自製滾筒
滾子彎管機可以有不同的配置。它可以是一個簡單的手動機構,由兩個槓桿、一個滑輪和一個壓輥組成,也可以是一個相當複雜的滾動裝置,帶有電動甚至汽油驅動。
這種彎管機的一個關鍵特點是滾輪,它們要么通過滾動來壓縮管道,要么從不同的側面擠壓它。根據滾輪的橫截面,該設備將被磨削成圓形或異形管。
在第一種情況下,兩個脊之間的滾子的內表面將是凹的,在第二種情況下,它將是平坦的。
藍圖:
從千斤頂
使用液壓千斤頂壓管很方便。它適用於圓形和異形鋼管、大直徑或厚壁。考慮到液壓千斤頂可以舉起三噸以上,事實證明,您可以彎曲的管道的直徑和厚度受到系統本身的設計以及是否可以在拉動工件的同時滾動槓桿的限制。
圖紙和尺寸:
由於滾輪手柄桿的長度足夠長,這種類型的彎管機在處理嚴重材料時需要的體力最小。
弩型
當產品彎曲到較短的長度時使用。
彎管機因平行於地面的金屬三角形框架而得名。
在該框架的頂部,有兩個支撐件面向圓形或異形管(這取決於擋塊上凹口的形狀)。在第三個頂點有一個帶有沖頭的桿,即向外彎曲的弧線。為了將沖頭壓在在兩個擋塊之間變形的管道上,通常使用液壓缸。在日常生活中,用液壓千斤頂替換它是最容易的。









自製弩型彎管機圖紙:
因此,為了製造配備液壓千斤頂的弩彎管機,有必要焊接一個三角形框架,在該框架的頂部停止並設置一個夾緊桿。
製作弩彎管機
弩彎管機是最緊湊的,儘管它的特點是增加了製造的勞動強度。該裝置的操作順序是將待彎曲的管坯壓在剛性固定在框架上的兩個鋼輥上,鋼輥之間的距離由半徑決定。手動液壓缸安裝在彎管機的主體中(他們通常使用制動器,來自汽車)。通過按下扳機,高壓液體進入氣缸的一個空腔,在該空腔的影響下,活塞桿開始向可變形工件移動。由於滾子和氣缸安裝在同一底板上,因此弩彎管機的精度將僅取決於製造和組裝的質量。
該設備的優點是排除了用戶施加的物理壓力(可以使用普通千斤頂作為壓力源)。缺點是在組裝和設置設備時增加了房屋工作的複雜性:需要製作支撐框架,小心地將其安裝到千斤頂的現有尺寸,確保滾輪的對齊和垂直度桿移動到原始工件的軸線。
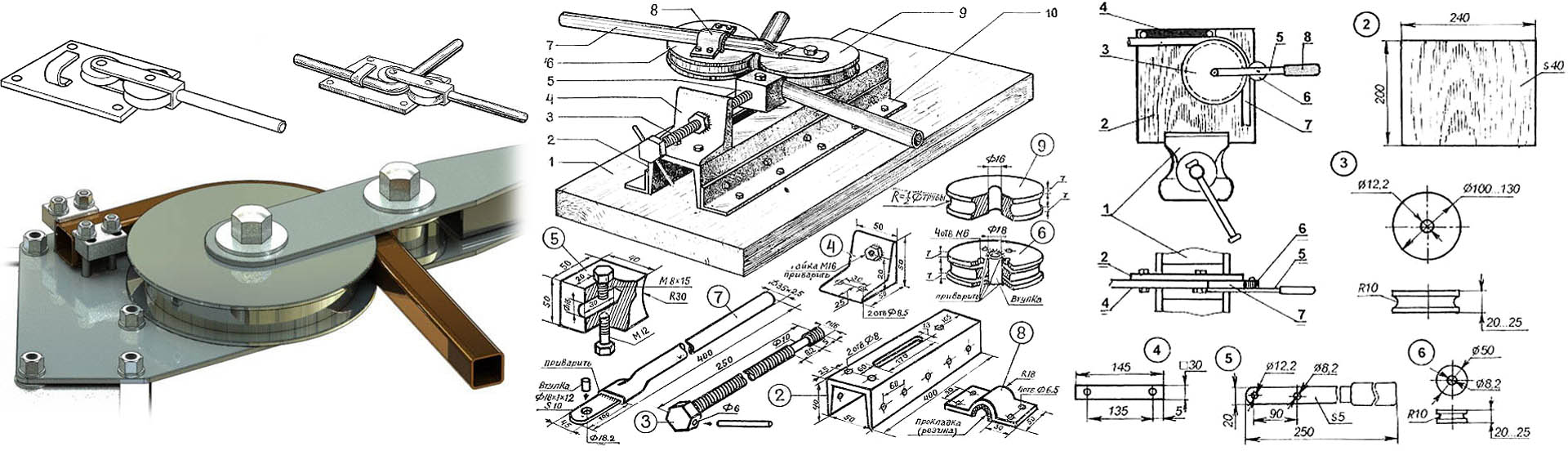
用於異型管的自己動手的手動彎管機
至 彎管 由於沒有彎管機的小橫截面尺寸,工匠使用由金屬或木材製成的所需曲率的模板。工件被手動壓到段的邊緣,剛性固定一端。
木紋
薄壁元件在加熱時會變形。用噴燈將該區域加熱到 350-400°C 的溫度,並使用手動力將輪廓拱起。
如果您使用不允許產品參數的簡單方法,您可以為異形管設計手動滾輪彎管機。在它的幫助下,為簷篷、溫室和其他復雜形狀的結構製作了拱形和弧形。
所需材料和工具
要製作設備,您將需要:
- 8 號或 10 號通道用於剛架;
- 2 個帶台階的硬化鋼滾輪,用於不同高度的型材或限制環;
- 動軸帶齒輥;
- 成品軸承單元;
- 2 或 3 個齒輪或“鏈輪”;
- 鋼鏈;
- 夾緊螺釘;
- 大門的細管;
- 槓桿;
- 焊接機;
- 鑽頭;
- “保加利亞語”;
- 一個錘子。
仍然需要開口銷、螺母、螺紋襯套、墊圈。要加工完成的結構,需要油漆和潤滑劑。
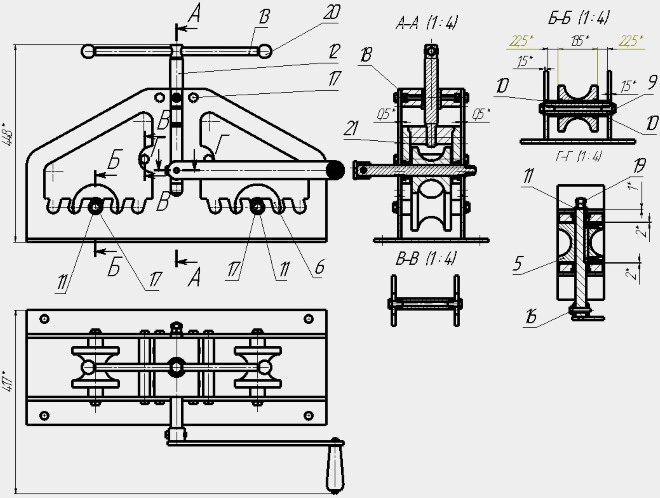
藍圖
圖紙是幫助您製作彎管機而不會出現嚴重錯誤的基礎
這在使用金屬時尤其重要
現成的圖紙張貼在互聯網上。憑藉足夠的經驗,它們很容易理解並適應您的能力。
在研究工廠模擬時,您可以想像一個示例性的彎管機設備,然後開發您的模型的詳細圖表。
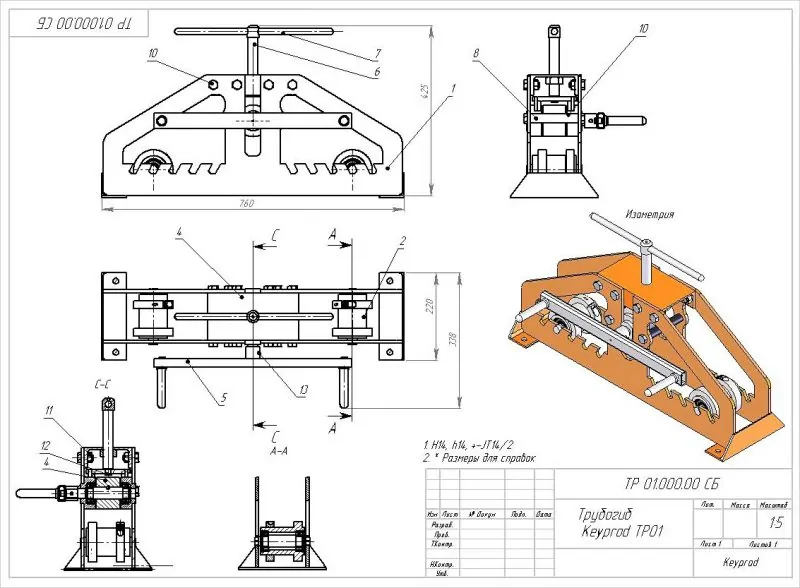 手動工具的繪圖和總體視圖
手動工具的繪圖和總體視圖
施工組裝步驟
自製滾輪彎管機的製造操作順序:
- 根據機架和底座的尺寸切割通道。
- 在框架部件上鑽孔以安裝滾輪。
- 將支撐框架與通道中的立柱焊接在一起。
- 切割並焊接帶有孔的主體,用於從通道安裝驅動輥。軸應在內部輕鬆旋轉。
- 使用軸承將夾緊螺釘固定到生成的盒子上。在門的螺釘頂部鑽一個孔。
- 在立柱之間插入一個帶有驅動輥的外殼。結構必須垂直自由移動。用螺母從上方固定蓋子。
- 將軸承單元擰到框架上。
- 將軸環插入夾緊螺栓的孔中。
- 從外側在軸上,將齒輪放在鍵上或帶螺母的錐形開口襯套上。將第三個“星號”連接到機架上。戴上鍊子,按下手柄的套筒。
- 進行試測,必要時進行調整。
最後一步是拆卸,清除金屬上的毛刺,給固定部件上漆,重新組裝。在操作過程中受到摩擦的組件應使用 Litol 或其他潤滑脂進行處理。





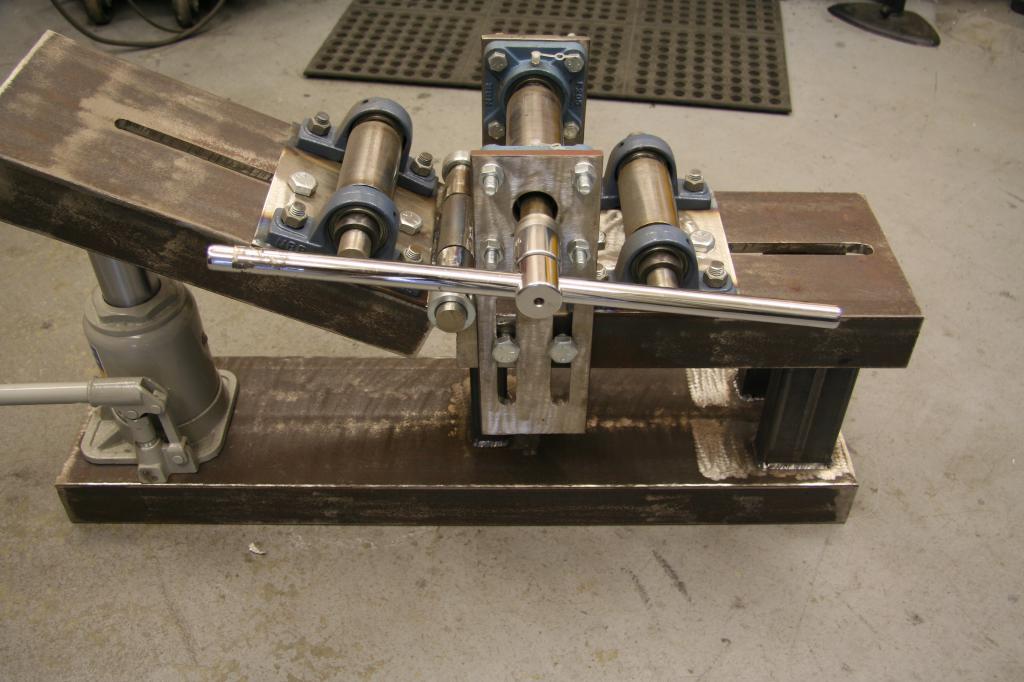


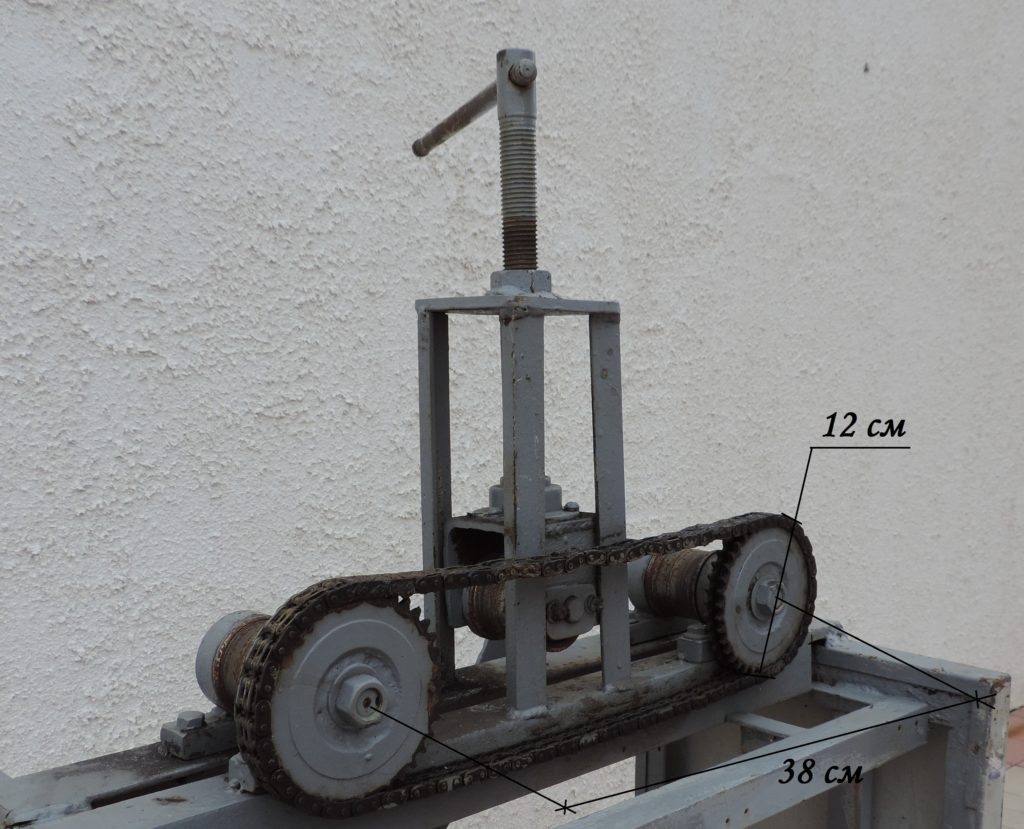
 準備好自製機器
準備好自製機器
為了彎曲工件,將工件放置在固定滾輪上,將夾緊螺釘降低到停止位置,並在旋轉手柄的幫助下沿一個方向和另一個方向交替拉動。
每次出租後,用項圈擰緊螺絲。當圓弧獲得足夠的曲率時,螺母用鎖緊螺母固定。這將允許您彎曲具有相同半徑的多個拱門。
這種自製的彎管機甚至可以用於專業用途。他將“掌握”尺寸最大為 60x60 毫米的型材或同時 3 根截面寬度為 20 毫米的管道。
可以在此處查看手動機器的製造過程的詳細信息。
如何製作蝸牛彎管機?
獨立的 蝸牛彎管機的生產 可能看起來很複雜。事實上,這個裝置並不比滾管彎管機更難組裝。該過程僅在使用的零件和組裝時間上有所不同。
蝸牛彎管機允許您一次沿整個長度彎曲型材,而不僅僅是在一個地方。對於這處房產,他在安裝人員中廣受歡迎。
必要的材料和工具
由於所描述的滾子彎管機沒有特定的工作直徑並且可以由任何可用的材料製成,因此建議的材料將不包含特定尺寸的零件。所有金屬結構元件的厚度應為 4 毫米,最好為 5 毫米。
要製作彎管機,您需要:
- 通道 - 1 米。
- 鐵板。
- 三軸。
- 兩顆星。
- 金屬鏈。
- 六個軸承。
- 用於製造大門的金屬 0.5 英寸管道 - 2 米。
- 帶內螺紋的套筒。
- 夾緊螺釘。
特別注意鏈輪、軸和軸承的尺寸,它們必須相互匹配。星號可以取自舊自行車,但大小必須完全相同

用於製造彎管機的鋼板和型材不應深銹,因為它們在操作過程中會承受高負荷
在選擇和購買所有材料之前,您需要繪製所有結構元素的示意圖,以免在製造彎管機的過程中購買它們。
蝸牛彎管機的組裝過程
任何設備的組裝都從繪製圖紙開始。
之後,您可以繼續進行主要工作流程,如照片說明中所示:
- 從兩個平行通道焊接工具底座。如果需要,您可以只使用 5 毫米厚的金屬板或一個寬通道。
- 將軸承放在軸上並將兩個這樣的結構焊接到底座上。理想的是用金屬條限制軸或將它們放置在通道的內腔中。
- 在將鏈輪之間的鏈條拉伸後,戴上鍊輪並焊接它們。
- 將夾緊機構的側導軌切割並焊接到底座上。
- 將軸承放在壓力軸上,並從條或槽中組裝帶有側擋塊的壓力機結構。
- 為襯套做一個底座並將其焊接到板上。擰入夾緊螺釘。
- 焊接到夾緊螺釘的上邊緣和管閘的驅動軸上。
- 用機油潤滑軸承。
一些有用的提示:
彎管機組裝好並進行測試後,可以在結構上塗上防腐漆,以更好地保護焊縫。為了增加工作的便利性,在導軌上附加了一個彈簧,以將壓力機返回到上部位置。
技術特點
 使用彎管機的過程的細微差別如下:
使用彎管機的過程的細微差別如下:
- 在小彎曲半徑 (r < 3h) 下,任何變形方案都可能產生起皺。螺旋拉伸彈簧可以提供幫助,其外部尺寸略大於管道的內部高度。彈簧被傳遞到管道中,直到它開始變形,然後一切都按照上述順序進行。
- 對於低塑性材料,以下技術會有所幫助。管內倒入細晶乾砂,兩端孔用木塞塞緊。當使用彎管機彎曲時,會產生背壓,從而平衡拉伸應力,並用相應的壓縮應力進行補償。降低了金屬外層纖維出現裂紋的可能性。
- 手工折彎適用於最大橫向尺寸不超過50~60mm的型材金屬材料(有色金屬及合金可更大)。
- 管壁越厚,彎管機的變形過程應該越慢(注意材料塑性慣性的影響,隨著單位截面質量的增加而增加)。
- 沒有必要設計不同彎曲半徑的空間管:這不會帶來太大的好處,而且彎管機的設計會變得更加複雜。
在某些情況下,生產異形管狀零件的唯一方法是切斷直線段,然後將其連接起來(例如,在容積式通風管道的製造中)。一個好的焊縫幾乎是看不見的,同時降低了組裝單元的最終成本。







順便說一句,不銹鋼管的自己動手塑料彎曲是不可能的,應該使用驅動機。
需要哪些材料和設計細微差別
彎管機的底座由一個通道或兩個焊接角製成。 貨架厚度不小於3毫米,貨架的寬度和通道的背面,選擇可用的零件。一條規則 - 基地必須龐大而可靠。
可以沿著平台的邊緣製作幾個孔。通過它們,您可以使用大直徑自攻螺釘將機器固定在某種重型底座上。固定是必要的,因為彎管厚壁管需要很大的力氣,如果機器固定牢固,工作更方便。

這就是床在焊接機架中的樣子,用於連接可移動的滾輪
關於滾筒的幾句話。它們應該由優質鋼製成,最好是硬化鋼。大部分負載落在滾輪和支撐它們的軸上。
有必要說一下滾筒的形式。它們不應該是光滑的——邊緣應該有滾輪,不允許管道在滾動過程中“行走”。只有在這樣的條件下,異型管的弧度才會均勻,不會扭曲。理想情況下,每種管道尺寸都需要自己的滾輪。但隨後設計變得更加複雜 - 它們需要可拆卸,以考慮可靠的緊固方法。第二種選擇是製作複雜形狀的視頻,例如照片中的視頻。為不同尺寸的管道雕刻幾個步驟。

用於彎曲不同寬度異型管的滾輪
同一張照片顯示,床的上部不平整,但有缺口。在這種齒的幫助下,可以重新排列不同距離的滾子,從而調整彎曲半徑。
一般來說,他們用手頭的東西或他們發現/買的便宜的東西組裝自製的異形管折彎機。誰有機會 - 磨輥,插入軸承。那些沒有這樣機會的人使用他們所擁有的——直到自行車車輪的襯套。一般來說,有必要了解設計和



