如何開始作為初學者焊工
這終於是一個焊接逆變器,一個焊工的面罩和電極在你面前。這不是經驗豐富的焊工所需要的全部,但初學者就足夠了。 學會用電焊做飯.
首先,您需要將兩條電纜連接到逆變器。一根帶有電極支架的電纜,另一根帶有接地端子的電纜
將哪條電纜連接到逆變器的正極或負極的哪個更好還不是那麼重要。您可以了解更多關於正反極性的知識,逐步學習焊接的基礎知識
因此,我們大膽地將電極座連接到逆變器的正極,將接地的夾子連接到負極,將電極插入電極座並嘗試烹飪。在這種情況下,在點燃電極之前,請正確調整逆變器上的焊接電流。只需使用帶有電極和焊接電流參數的表格(見上文),然後選擇最合適的值。
所以,首先你需要學習如何點亮弧線。這是通過輕輕敲擊金屬上的電極或將其尖端輕輕移動到金屬上來完成的。對於初學者,最好使用第二個選項。
沒有必要將電極太硬地粘在金屬中,因為它肯定會粘在表面上。一旦焊接電弧亮起,您需要在焊接過程中不斷保持其燃燒。在這種情況下,電極與金屬表面的距離應該在2-3毫米左右(短弧)。
如果一切順利並且電弧燃燒,您可以嘗試焊接工件。為此,請將電極傾斜到一側並保持 40-60 度角。輕輕地開始沿著接頭從一側到另一側移動電極。您可以通過各種方式引導電極,但根本不可能一次掌握所有內容。
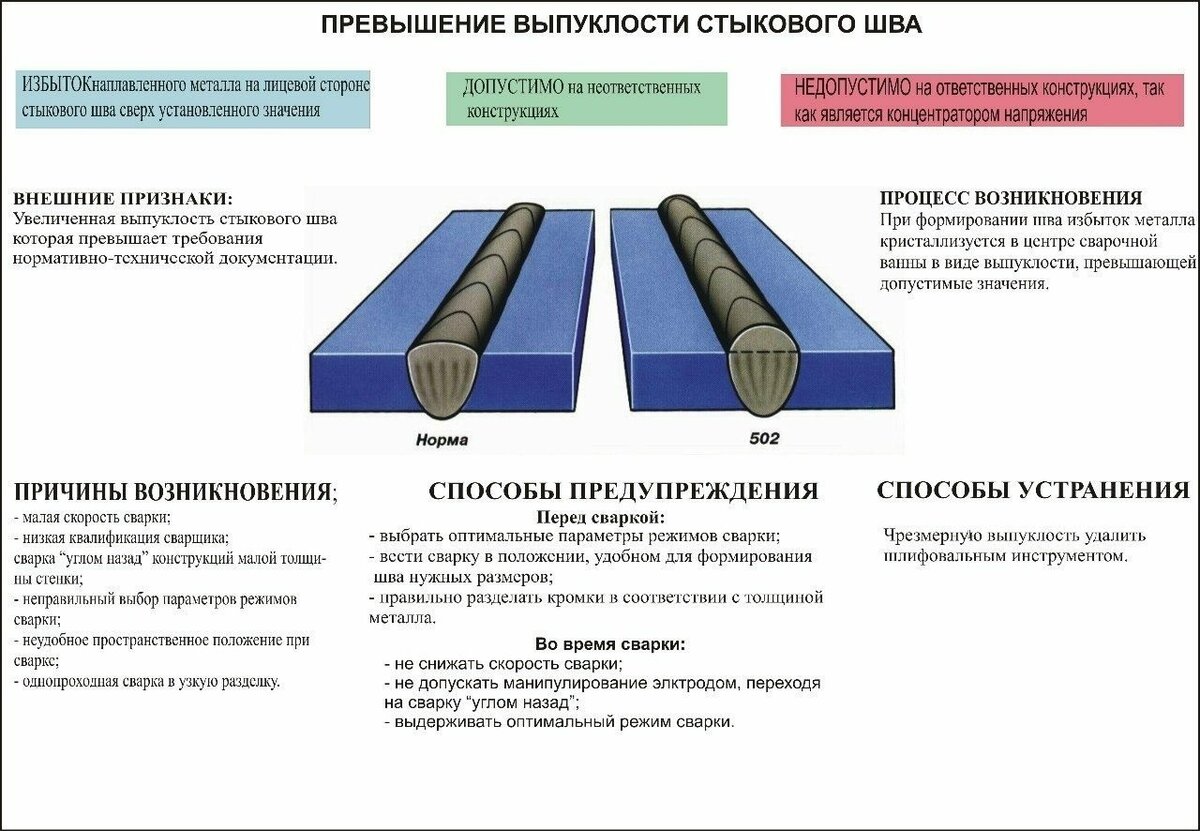
焊接接頭和接縫可能存在的缺陷
電焊是一個複雜的過程,並非總是一切順利。
由於工作中的錯誤,接縫和接縫可能存在各種缺陷,包括:
- 隕石坑。焊道中的小壓痕。可能由於弧斷或接縫的最終片段執行中的錯誤而出現。
- 毛孔。由於零件邊緣被銹、油等污染,焊縫會變得多孔。此外,當焊縫冷卻過快、焊接速度快以及使用濕電極時,也會出現氣孔。
- 底切。它們看起來像縫珠兩側的小凹痕。焊接角接頭時,電極向垂直牆方向位移時出現。此外,在使用長電弧或焊接電流值過高時會形成咬邊。
- 夾渣。焊道內有碎渣。如果邊緣臟、焊接速度快或焊接電流太低,就會發生這種情況。
這些是最常見的焊接缺陷,但可能還有其他缺陷。
電焊技術
電焊是在高溫影響下發生的過程,高於金屬的熔化。作為焊接的結果,在金屬表面上形成所謂的熔池,該熔池填充有熔化的電極,從而形成焊縫。
因此,實施電焊的主要條件是點燃電極電弧,使被焊工件上的金屬熔化並充滿焊池。簡而言之,一個毫無準備的人似乎很難做到這一點。首先,您需要了解電極燃燒的速度,這取決於它的直徑和電流強度,並且還能夠在金屬焊接過程中區分熔渣。
此外,在焊接過程中(從一側到另一側)要保持均勻的速度和正確的電極運動,使焊縫光滑可靠,能夠承受斷裂載荷。
如何點亮弧線
開始電焊的發展應以正確引弧為起點。培訓最好在一塊不必要的金屬上進行,但它不應該生鏽,因為這會使任務嚴重複雜化,並且可能會使新手焊工感到困惑。
啟動圓弧有兩種簡單的方法:
- 通過快速觸摸工件表面上的電極,然後將其向上拉至 2-3 mm 的距離。如果將電極從上面的金屬中提起,電弧可能會消失或變得太不穩定;
- 將電極敲擊在待焊工件的表面,就像點燃火柴一樣。有必要用電極的尖端接觸金屬,並將其在表面上方(朝向焊接部位)拉 2-3 厘米,直到電弧點燃。
第二種引弧方法最適合初學者電焊工,因為它是最簡單的。此外,對金屬的短期指導會使電極升溫,然後用它做飯變得容易得多。


引弧後,應盡量靠近工件表面,距離不超過0.5厘米,此外,此距離必須始終保持大致相同,否則焊縫會損壞。醜陋且參差不齊。
焊接速度
電極的速度取決於被焊接金屬的厚度。因此,它越薄,焊接速度越快,反之亦然。當您學習如何點燃弧線並開始或多或少地烹飪時,這方面的經驗會隨著時間的推移而出現。下面的圖片顯示了說明性示例,您可以通過這些示例了解焊接的速度。
如果緩慢,則焊縫會變厚,並且其邊緣會強烈熔化。相反,如果電極驅動過快,則接縫薄弱且不均勻。在正確的焊接速度下,金屬完全填滿熔池。
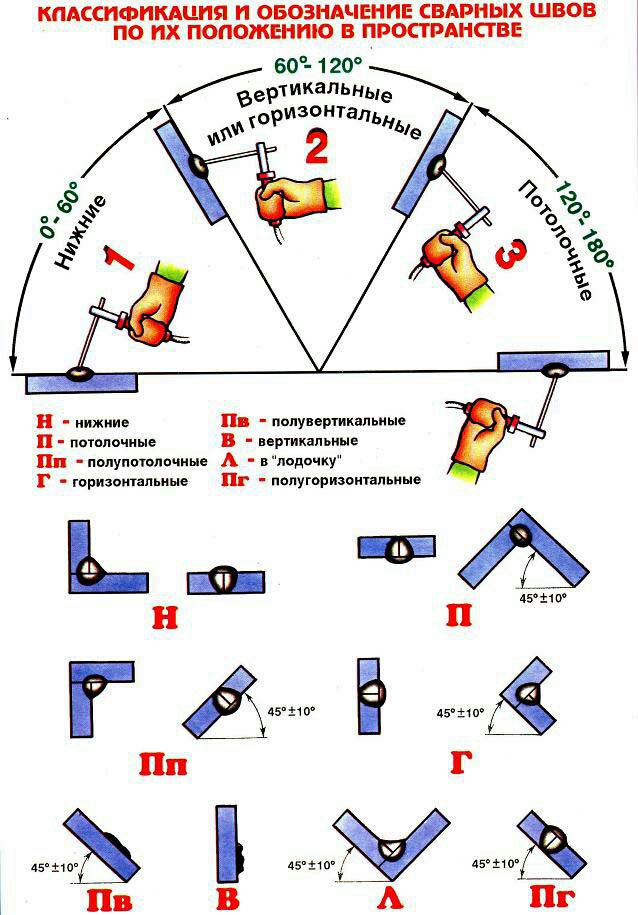
此外,在練習焊接時,您需要監控電極相對於金屬表面的正確角度。角度應約為 70 度,必要時可以更改。在焊縫形成期間,電極的運動可以是縱向的、平移的和振蕩的,從一側到另一側。
這些電極引導技術中的每一種都可以讓您獲得所需的接縫,減少或增加其寬度,還可以更改一些其他參數。
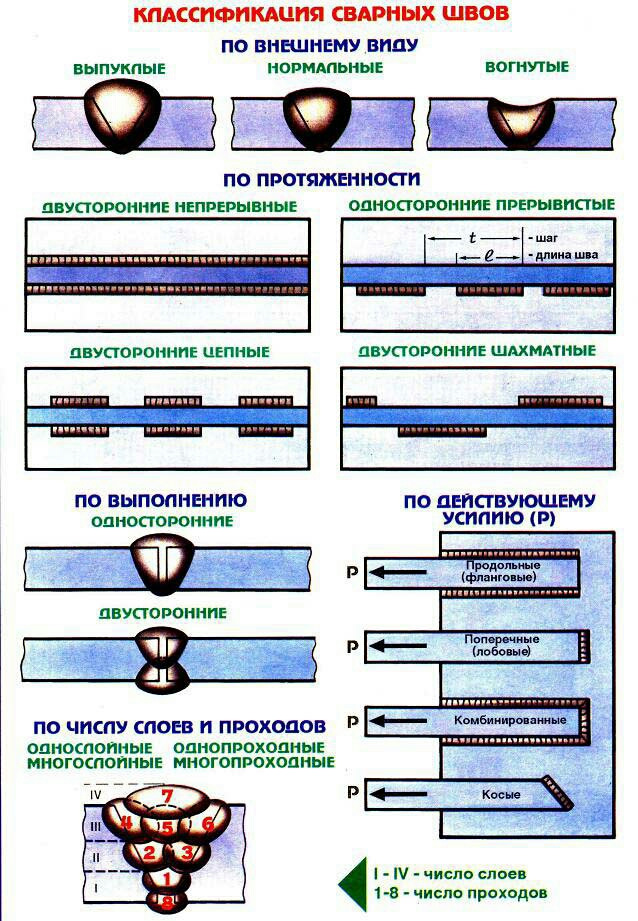
焊接方法
目前,有許多用於焊接的方法。它們根據不同的標准進行劃分。此信息對初學者很有用,因此您絕對應該閱讀它。
根據加熱情況,產品的邊緣可能會完全熔化或處於塑性狀態。第一種方法還需要對要連接的零件施加一定的力——壓焊。
在第二種情況下,連接是由於形成熔池而形成的,熔池中存在熔融金屬和電極。
還有其他焊接方法,其中產品根本不加熱 - 冷焊,或不帶入塑性狀態 - 使用超聲波連接。
焊接方法和類型。
下面列出了其他類型的焊接:
- 鐵匠。
在這種方法中,將要連接的產品的端部在爐中加熱,然後進行鍛造。這種方法是最古老的方法之一,目前幾乎沒有使用。 - 氣體壓力機。
產品的邊緣在整個平面上被氧-乙炔族加熱並達到塑性狀態,之後它們受到壓縮。這種方法是高效和高產的。用於天然氣管道、鐵路、機械工程的建設。 - 接觸。
這些部件包含在焊接設備的電路中,電流通過它們。零件的接觸點發生短路,導致結處放出大量熱量。足以熔化和連接金屬。 - 對接,點和接縫 - 緊固產品的各種接觸方法。
- 滾筒。
它用於需要高質量和可靠接縫的片材結構的連接。 - 鋁熱劑。
金屬通過燃燒鋁熱劑(鐵鱗粉和純鋁的混合物)結合在一起。 - 原子水。
產品的邊緣在兩個鎢電極之間的電弧燃燒作用下熔化。電極連接到提供氫氣的特殊支架上。結果,焊接熔池的電弧和液態金屬受到氫氣的保護,免受氧氣和氮氣等大氣氣體的有害影響。 - 氣體。
該方法的本質是使用火焰加熱和熔化零件。火焰是通過在氧氣氣氛中燃燒可燃氣體獲得的。使用特殊的燃燒器獲得氣體-氧氣混合物。
氣焊方法是指熔焊。產品之間的間隙用填充焊絲填充。這種方法廣泛應用於人類生活的各個領域。最常見於連接薄壁產品、有色金屬、鑄鐵時。
當使用逆變器設備時,電極的極性非常重要。根據方案,零件的加熱強度會發生變化,從而可以創建不同的焊接條件
提示六
醉海齊膝。切勿在酒精影響下進行焊接。與其做焊接“喝酒”不如下班。該建議與烏克蘭有關。我不得不看一個第四類焊工在醉酒焊接後是如何結婚的。第二天,他簡直不敢相信自己的眼睛。他否認這是他的工作。如果設計是負責任的,那麼一切都會變得更糟。在一家建築公司,一名無法進行垂直接縫的焊工被派往現場,他的任務包括安裝和安裝陽台和欄杆。現在想像一下,他最經常在陶醉時做這項工作。對了,這些摩天大樓已經有人居住了,建築公司也已經很久沒有存在了。



在家焊接需要什麼?
要進行這項工作,您首先需要一台焊接機。它有幾個品種。
讓我們決定更喜歡哪一個。
- 焊接發電機。一個顯著的特點是能夠產生電能並使用它來產生電弧。在沒有電源的情況下會很有用。它具有令人印象深刻的尺寸,因此使用起來不是很方便。
- 焊接變壓器。該設備將從電源提供的交流電壓轉換為不同頻率的交流電壓,這是焊接所必需的。這些設備易於操作,但尺寸很大,會對可能的電湧產生負面反應。
- 焊接整流器。一種將電源提供的電壓轉換為直流電的設備,這是形成電弧所必需的。不同的緊湊性和高效率的工作。
對於家庭使用,逆變器類型的整流器是首選。它們通常簡稱為逆變器。設備非常緊湊。工作時掛在肩上。該設備的操作原理非常簡單。
它將高頻電流轉換為直流電。使用這種類型的電流可提供最高質量的焊接。
焊接發生器可以在沒有網絡的情況下工作。它自己發電。該系統非常龐大,很難使用它。
逆變器很經濟,它們通過家庭網絡工作。此外,最好與他們一起為初學者工作。它們非常易於操作並提供穩定的電弧。
逆變器的缺點包括比其他設備成本更高、對灰塵、濕氣和電湧敏感。
家庭焊接選擇逆變器時,要注意焊接電流值的範圍。最小值 - 160-200 A
附加的設備功能可以使新手的工作更輕鬆。
在這些令人愉快的“獎金”中,值得注意的是:
- 熱啟動 - 這意味著在點燃焊接電弧時提供的初始電流增加。多虧了這一點,電弧更容易激活。
- Anti-Stick - 如果電極棒被卡住,自動降低焊接電流。這使它更容易取下。
- 電弧力 - 如果電極被太快地帶到工件上,則增加焊接電流。在這種情況下,不會發生粘連。
除了任何類型的焊接機外,還需要電極。最好根據特殊表格選擇他們的品牌,該表格表明要焊接的材料類型。
您還需要一個焊接面罩。最好的是戴在頭上的那個。你想拿在手裡的模型非常不舒服。
必須只穿著防護服進行焊接。特殊面罩可保護您的眼睛免受紫外線輻射和飛濺,緊身套裝和帆布手套可防止灼傷
面具可以是簡單的有色玻璃或所謂的“變色龍”。後一種選擇更可取,因為當出現弧線時,玻璃會自動變暗。
必須只穿著防止飛濺和紫外線輻射的特殊服裝工作。它可以是厚棉質工作服、靴子或高筒靴、帆布或橡膠手套。
你還需要什麼
沒有電極的焊機是一個完全沒用的單元。電極是消耗品,它們也不同:消耗品和非消耗品、金屬(由鋼、銅和其他金屬製成)和非金屬、線材或剛性棒的形式,具有不同的保護塗層等。
對於那些想知道如何正確焊接電極的人,最好從 3 毫米或 4 毫米厚的萬能鋼棒開始。包裝上標明了直徑,選擇合適的並不難。與他們一起掌握了工作,將有可能切換到其他類型,但他們不太可能在日常生活中需要。
逆變器電極
除了焊接耗材外,您肯定還需要一個焊工口罩。沒有它是絕對不行的,否則你很快就會得到眼睛角膜灼傷等許多視力問題。最好的是帶有變色龍玻璃的面具。或者更確切地說,具有自動濾光器,可對照明變化作出反應並保護眼睛免受有害輻射。



還建議購買合適的衣服、鞋子和手套,這些衣服、鞋子和手套不會被火花灼傷,在這種情況下,可以防止觸電。
從工具中,您將需要一把錘子來敲掉焊縫上的刻度,以及各種虎鉗、夾具和磁性角,您可以使用它們將要焊接的零件固定在所需的位置。
初學者焊工的最低設置
焊接元件
自信地掌握了焊接過程的基礎知識後,您可以繼續將元素連接到一個單一的結構中。在這裡,金屬對這種衝擊的反應也有一些微妙之處。
首先,您需要正確評估接縫的長度,並確保它不會在接縫處拉扯要接合的零件。為此,必須藉助夾子或其他方法將它們固定在給定位置。為了修復固定,他們在幾個地方用橫向接縫抓住它。只有這樣他們才會燙傷。
焊接順序取決於接頭的長度。在一個方向和一次運行中,只能焊接長達 300 毫米的短接縫。如果該距離較大,則必須通過小段縫合來補償由此產生的應力。
根據長度製作接縫的方案
工作結束時不太漂亮的接縫可以用磨床仔細切割和打磨。
電焊基礎知識
今天的焊接金屬接頭是最可靠的:零件或零件融合成一個整體。這是由於暴露在高溫下而發生的。大多數現代焊接機使用電弧來熔化金屬。它將衝擊區的金屬加熱到熔點,這發生在一個小區域。由於使用了電弧,因此焊接也稱為電弧。
這不是焊接的正確方法))至少,你需要一個面具
電焊的種類
電弧可以由直流電和交流電形成。焊接變壓器用交流電焊接,逆變器用直流電焊接。
使用變壓器更複雜:電流是交流的,因此焊接電弧“跳躍”,設備本身又重又笨重。仍然有很多煩人的噪音,在運行過程中以及電弧和變壓器本身發出。還有一個麻煩:變壓器強烈地“設置”了網絡。此外,觀察到顯著的電壓浪湧。這種情況讓鄰居很不高興,你的家電可能會受到影響。
焊接技術
為了產生電弧,需要兩個具有相反電荷的導電元件。一個是金屬部分,另一個是電極。
當電極和不同極性的金屬接觸時,就會產生電弧。在它出現後,在它所指向的地方,零件的金屬開始熔化。同時,電極棒的金屬熔化,通過電弧轉移到熔化區:熔池。
熔池是如何形成的?不了解此過程,您將不會了解如何正確焊接金屬(增加圖像尺寸 右鍵單擊它)
在此過程中,保護塗層也會燃燒,部分熔化,部分蒸發並釋放一些熱氣體。氣體圍繞著焊池,保護金屬免受氧氣的影響。它們的組成取決於保護塗層的類型。熔渣也會覆蓋金屬,有助於保持其溫度。為了通過焊接正確焊接,必須確保熔渣覆蓋熔池。
通過移動熔池獲得焊縫。當電極移動時它也會移動。這就是焊接的全部秘密:你需要以一定的速度移動電極

根據所需的連接類型,正確選擇其傾角和電流參數也很重要。
隨著金屬冷卻,在其上形成渣殼——保護氣體燃燒的結果。它還可以保護金屬不與空氣中的氧氣接觸。冷卻後用錘子敲打。在這種情況下,熱碎片會飛散,因此需要保護眼睛(佩戴特殊眼鏡)。
您可以在此處閱讀有關如何用氣球或桶製作火盆的信息。習慣就好。
使用逆變器進行焊接的分步說明
首先,對於焊接來說,必須要有保護元件:
- 粗布手套;
- 帶有保護眼睛的特殊過濾器的焊接面罩;
- 由不會因焊接過程中出現的火花而點燃的材料製成的粗糙夾克和褲子;
- 厚底封閉鞋。
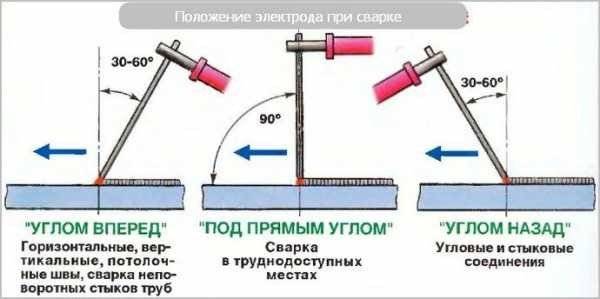
焊接時電極的位置。
在開始使用焊接逆變器進行焊接之前,您必須採取必要措施以創造安全的工作條件。
工作場所的適當準備是:
- 在桌子上提供必要的可用空間,所有不必要的物品都應移走,但可能會濺起;
- 創造高品質的照明;
- 必須站在防止觸電的木地板上進行焊接工作。
然後根據零件的厚度調整電流並選擇電極。後者必須有所準備。如果它們只是在分銷網絡中購買並且它們的質量是毋庸置疑的,則可以跳過此操作。
準備好電極後,將質量端子連接到產品上。
要獲得優質可靠的金屬連接,必須做好以下準備:
- 產品邊緣的鏽跡完全去除;
- 在溶劑的幫助下,清潔各種污染物;
- 在最後階段,檢查邊緣的清潔度,油脂、油漆和其他污染物的存在是不可接受的。
接下來,您需要連接焊接逆變器。訓練最好在厚金屬板上進行,形成滾輪形式的接縫。在水平放置在桌子上的金屬上進行第一個連接。在它上面,用粉筆劃一條直線,接縫將沿著這條直線。
逆變器的電路。
在此過程中,對此類對象進行培訓可以顯著提高焊接技術。
焊接過程從引弧開始。
有兩種方法可以執行此操作:
- 劃傷金屬;
- 敲擊金屬。
方法的選擇取決於個人的喜好,點燃時主要是不要在接頭區域之外留下焊接痕跡。
引弧後,與金屬接觸引燃電弧,焊工將電極從零件表面移開一段與電弧長度相對應的短距離,然後開始焊接。
結果,在兩個金屬部件的接合處形成了焊縫。它的表面會被水垢覆蓋。它必須被刪除。這很容易通過用小錘子在接縫上敲擊來完成。
工具和設備
手工電弧焊技術相對簡單,使用專門的設備和電極進行。您還需要輔助工具和防護設備。



設備類型
有三種類型的設備可用於自己動手做弧焊:
- 變壓器。這種設備的工作原理是基於交流電。應該注意的是,它們非常重,能夠導致一般電網中的電壓突然變化並且非常嘈雜。在變壓器上製作均勻的焊縫是相當困難的;只有經驗豐富的焊工才能做到。但是,如果新手工匠使用變壓器進行弧焊培訓,那麼使用其他設備會容易得多;
- 整流器。器件的操作由半導體二極管提供。這種類型的單元將交流電變成直流電。這些是多功能設備。幾乎所有電極都適用於它們,並且可以在不同的金屬上進行焊接。與變壓器相比,焊接過程更容易,電弧穩定;
- 逆變器。他們幾乎無聲地工作。由於緊湊和自動調節系統,易於使用。在操作過程中,該設備通過轉換交流電產生大功率直流電。
在所有設備中,逆變器被認為是最好的。它們即使在電湧期間也能產生穩定的電弧,並且是多功能的。
工具和設備
用電弧焊進行焊接前,首先要準備好個人防護用品和工具:
- 焊接設備和電極。剛學焊接技能的人,要多準備焊條;
- 輔助工具。電弧焊技術涉及去除焊接過程中產生的熔渣,為此您需要一把錘子和一把金屬刷子;
- 防護服。不要在沒有特殊面罩、手套和由緻密材料製成的防護服的情況下開始焊接。不值得忽視這些手段,因為人類安全取決於它們。
如果您是第一次使用該設備並想學習如何通過手工電弧焊正確焊接,建議預先準備培訓金屬元素。
焊接技術
迄今為止,已知以下類型的電弧焊:
-
使用非自耗電極進行焊接。
用作電極的鎢(或石墨)棒不會熔化,但會保持電弧。焊縫金屬以線材或棒材的形式供應。在烙鐵模式下,這種類型的焊接也可以在沒有填充材料的情況下工作。
-
埋弧焊。
產生電弧的電極被送入覆蓋部件的助焊劑層。因此,為金屬的理想連接創造了條件,不受空氣的破壞性影響。
-
半自動電弧焊。
電極的作用是通過提供電流的金屬線來執行的。當它熔化時,會自動進給(使電弧的長度保持不變)。同時,將保護氣體、二氧化碳或氬氣注入焊接部位。結果,焊接質量顯著提高。
在家裡,這些類型的焊接實際上是不使用的。因此,讓我們繼續考慮第四種焊接——手工電弧焊。
手工電弧焊是基於在塗層中使用特殊電極
用於手工焊接的電焊機分為交流和直流兩種。交流電的使用使得設計高性能和高功率的設備成為可能。由於沒有極性反轉,直流電的優點是焊縫更光滑,金屬飛濺更少。
海底管道維修
焊機的操作基於在兩個金屬部件之間的接觸點處產生電弧。高溫(高達 7000o C)將材料熔化成液態並發生擴散 - 在分子水平上混合。
焊接和膠合的根本區別在於沒有輔助材料 - 待連接的部件變成整體結構。
因此,必須清楚地認識到,只有均質金屬才能用於正確的焊接應用。您不能將鋁焊接到鐵或銅焊接到不銹鋼。不同材料的熔化溫度不同,合金的產生不包括在焊接設備的可能性範圍內。
對於焊接鐵結構,有各種焊接機器。
-
變形金剛。它們用於將電壓為 220 V 的電源電流轉換為具有產生高溫電弧所需參數的電流。這是由於電壓降低(不超過 70 V)和電流強度增加(高達數千安培)。如今,此類設備已逐漸成為過去,因為它們體積太大,不適合家庭使用,而且消耗大量電力。此外,變壓器的運行不穩定,會對整個網絡的狀態產生負面影響 - 當開啟時,會產生電壓降,敏感的家用電器會受到影響。有一相和三相。
-
整流器。
它們將消費網絡的交流電轉換為直流電。此類設備的工作原理基於使用整流矽二極管,也稱為閥門。直流電焊機和交流電焊機的一個特性區別是正極處電極的強烈加熱。這使得控制焊接過程成為可能:通過操作設置進行“溫和焊接”,在切割金屬時顯著節省電極。
-
逆變器。
在相當長的一段時間內(直到 2000 年),由於成本高昂,它們無法在日常生活中廣泛使用。但後來他們獲得了很大的人氣。逆變器的工作原理是將市電交流電轉換為直流電,然後再轉換為交流電,但已經是高頻電流。該方案與變壓器焊接的不同之處在於,轉換後的直流電得到的電弧更穩定。
逆變焊接的主要優點是改善了電弧的動力學,以及顯著減小了裝置的重量和尺寸(與直接變壓器相比)。此外,可以平滑地調節輸出電流,從而顯著提高了單元的效率,並確保了操作過程中電弧的易於點燃。
但也有缺點:
- 與電子轉換電路發熱相關的臨時使用限制;
- 產生電磁“噪聲”、高頻干擾;
- 空氣濕度的負面影響,導致設備內部形成冷凝水。




焊工的一篇好文章真的很喜歡說很多有用的東西。