自己動手焊接銅管:如何焊接銅管?
焊接銅管有兩種:
- 低溫;
- 高溫。
使用第一種方法,通常安裝家庭通信。軟焊料適用於這種方法,它可以是橫截面為 2 mm 的銅(摻有磷)線、含添加劑的錫或鉛、含銀的軟焊料。
用很少的技巧焊接自己並不難。
軟焊錫的熔點比銅低,所以只要做好預防措施,就可以安心上班。
首先,您應該準備助焊劑,因為它可以清除金屬上的氧化物並保護焊接部位免受氧氣的影響。助焊劑處理管道的末端和連接部分,在這種情況下是配件。
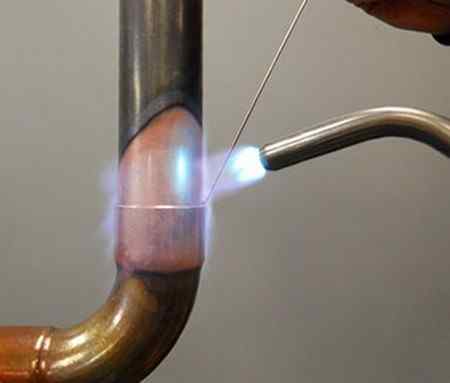
接下來,將管道連接到配件上,並用燃氣燃燒器或烙鐵加熱接頭。在加熱過程中,焊料熔化並以液態滲入接頭的所有自由空腔。焊料應均勻分佈在接頭上,帶接頭的管道應放在一邊,直到冷卻。
硬焊接以相同的順序進行,但焊料加熱溫度更高。
用於焊接銅的焊料
建築市場提供多種選擇 焊接用焊料 銅管。有一種觀點認為,由錫和各種添加劑組成的軟焊料不能保證焊點的可靠性。儘管這並不完全正確,但您可以放心地選擇添加銀的焊料。
對於高溫焊接,使用硬銅磷焊料,提供更高的焊接可靠性。主管道的管道連接時採用高溫焊接,壓降是可以接受的。
焊接用氣炬
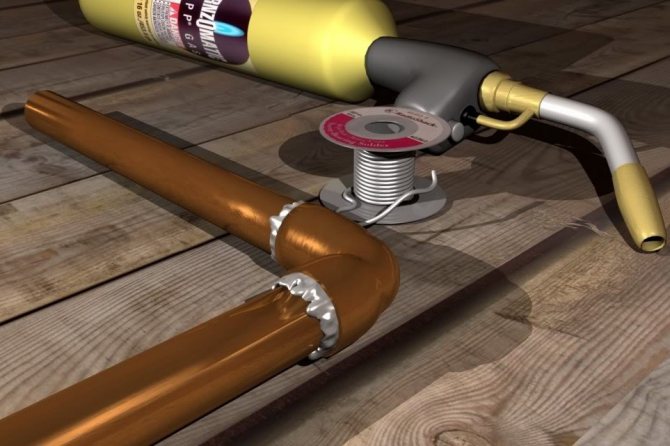
開始管道的獨立安裝,需要選擇合適的焊接銅管的工具和設備,特別要注意燃燒器。燃燒器可以是:
燃燒器可以是:
- 丙烷(最常用於大量工作)。
- 與 MAPP 混合物(甲基乙炔-丙酸-丙烷氣體混合物)。
- 乙炔。
- 氧。
燃氣燃燒器可以配備可拆卸的一次性鋼瓶或與固定鋼瓶連接的軟管。
對於小型管道的安裝,帶有可拆卸儲氣罐的型號就足夠了。
這就是您需要了解的關於焊接銅產品特性的全部內容。擁有焊接銅管所需的設備和材料,您可以獨立安裝可以使用多年的家用管道。










設備安全運行規則
氣瓶設備如果使用不當,可能會成為嚴重爆炸或火災的源頭。
進行焊接工作時,一定要使用個人防護裝備:護目鏡、手套、專用鞋。

在開始工作之前,您需要仔細檢查設備是否損壞。如果設備髒了,一定要清除污垢
只能在通風良好的區域使用丙烷氣瓶,而空氣溫度不應低於 0°C。
絕對禁止:
- 在明火附近工作。
- 工作時保持油缸傾斜。
- 將容器放在陽光下。
- 在沒有變速箱的情況下進行工作。
- 用明火加熱變速箱。
另外,如果聞到煤氣味,必須立即停止工作,關閉鋼瓶上的閥門。我們還建議您熟悉導致氣瓶爆炸的主要原因。
在沒有個人防護裝備的情況下工作,您不僅會被明火燙傷,還可能會因意外接觸高溫部件而被燙傷。
如果考慮的自製燃燒器不適合您,我們建議您熟悉其他選項,以製作我們文章中討論的有用的自製產品 - 噴燈燃燒器和桑拿爐燃燒器。
如何焊接管道
在開始工作之前,您需要為曝光做好溝通準備。管道的焊接是在下水道系統的小段上進行的,因此您需要將管道切割成一定的尺寸。清潔切割位置,然後在那裡進行倒角。此操作將有助於將加熱和冷卻分支連接到配件。
照片 - 分步說明
對於退火材料的安裝,您將需要使用所謂的擴管器。安裝在非標准直徑管件上時需要此工具。有不同直徑的設備,幾乎達到 110 毫米。
分步說明如何 焊接銅管 錫:
根據 SNiP,公稱直徑必須始終小於接頭;
接頭的高溫處理僅在其剝離後開始。配件和管道應用刷子清潔,必要時用砂紙打磨。根據通訊的存放情況,也建議用酒精對它們的關節進行脫脂處理;
此外,在將要焊接銅管的地方塗上一層薄薄的助焊膏,並安裝將要安裝以連接通信部件的配件;
現在燃燒器在所需溫度下打開。焊錫必須準確地沿接頭邊緣進行,接頭連接處必須用焊炬加熱。對於焊接管道通信,使用錫是最方便的,因為它被吸收到金屬中,可以節省加熱接頭的時間;
焊管必須不超過20秒,因為燃燒器的最高溫度超過1000度。注意,在某些情況下需要低溫焊接,所以最好知道你有什麼類型的管道;
下水道組裝完成後
非常重要的是不要立即打開管道中的水,否則連接將沒有時間冷卻並且會被裂縫覆蓋 - 這將對連接的緊密性產生負面影響。銅的平均冷卻時間為 30 分鐘至 2 小時。
對於直徑差小的銅管的焊接,採用“毛細管焊接”技術。它允許您將個人通信與烙鐵連接起來,它們之間的差異高達 0.5 毫米。在這種情況下,焊料填充了管道之間的空間。這允許在沒有接縫的情況下安裝系統。該技術使用具有改進保護功能的硬焊料。
焊接的成功很大程度上取決於所使用的焊料類型。大多數情況下,銅管用高流速的銀、黃銅和錫焊接。不太常見的是,工作是用鋁完成的。
您不僅可以立即購買一台用於焊接銅管的機器,還可以購買一套在沒有專業水管工的情況下為下水道佈線時需要的擴展器和配件。在開始工作之前,我們建議您接受技術培訓,或者至少觀看視頻。










銅件的焊接方法
為了連接銅管,只使用了兩種焊接方法。每個都根據零件規格和特性使用。銅管的DIY焊接分為:
- 在高溫下,它被稱為“固體”。此模式下的溫度指示器達到 900°。耐火焊料允許您生產具有高強度指標的接縫,這種方法用於製造承受高負荷的管道。
- 軟焊接工藝在 130° 開始的溫度下進行,用於直徑達 1 厘米的管道的家庭應用。該技術包括對接連接、助焊劑預處理。
在工作中,不要忘記燃燒器發出的火焰功率可以達到1000度。因此,接頭的加工必須進行不超過20秒。
加熱時,軟焊料開始熔化並填充接頭。
高溫化合物的特點
在高溫焊接法中,金屬在700℃及以上溫度下燒製,有助於金屬的軟化。對於焊接,使用能夠熔化硬焊料的火焰設備。焊料由它們的銅 - 磷成分組成,以棒的形式生產。焊接銅管的過程並不意味著使用助焊劑,按照動作順序,正確填充接頭是可能的。
高溫銅管連接
該過程在焊錫棒熔化時開始,工作步驟是:
- 組裝後,接合縫預熱;
- 將固態焊料提供給結,其軟化由氣體燃燒器進行;
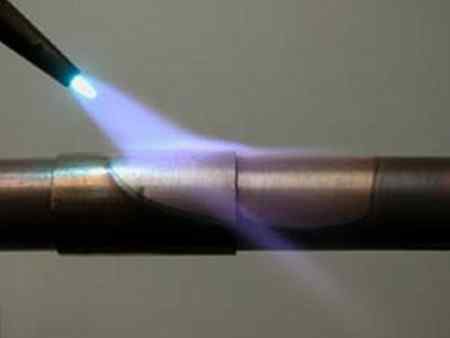
- 當目測確認焊料已塗敷在金屬上時,必須旋轉管道,必須沿整個周邊檢查對接。
這種方法的主要優點是銅管接頭的強度高,如有必要,可以用較小的一側改變接頭的直徑。操作過程中的高溫不會破壞接縫。硬焊需要一定的技巧;操作過程中可能會過熱,從而導致金屬的破壞。
釬焊
每個過程都需要一種負責任的方法來執行工作。加熱時,通過連接銅管使用軟焊料時使用丙烷或汽油燃燒器
重要的是要知道帶有壓電點火的燃燒器會顯著減少運行時間;不建議購買沒有此功能的昂貴型號。
工藝流程
在這個過程中,使用高質量的配件很重要,助焊膏在連接中起著重要的作用。使用軟刷實現銅管部件的均勻覆蓋,塗抹後用抹布去除多餘的部分
燃燒器的溫度可以達到900度,焊接時不要過度暴露產品,否則會發生過熱。
焊接銅管時的安全注意事項
銅管用作流體導體,具有良好的防腐性能。不能進行銅管安裝以提供飲用水。銅與氯接觸,氯是為了淨化水而添加的,會形成對人體有害的物質。對於自流源,使用井並不危險。










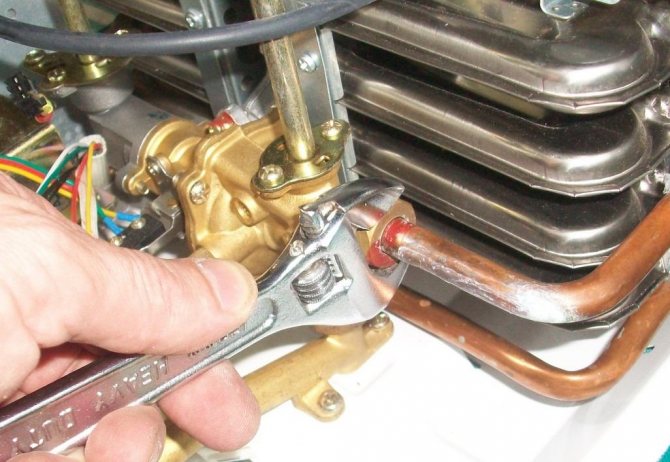
用手套焊接銅
使用優質工具、戴手套工作並監控設備狀況非常重要。金屬的導熱係數很高,當其中一個節點受熱且未遵守安全預防措施時,可能會被燙傷
在沒有負載形式的外部因素的情況下可以獲得高質量的接縫,直到接頭完全冷卻。
軟焊說明
注意:管子的邊緣和管子本身必須完全平整和筆直——零件的緊固質量取決於此,因此最好使用切管機切割管子
- 使用擴管器,增加配件的直徑,使用坡口機,清潔管道的邊緣。
- 用刷子擦亮管件內部,用刷子擦管外部。
- 用刷子將焊膏 - 助焊劑 - 塗在接頭和管道上,然後立即連接部件,避免任何類型的污染。
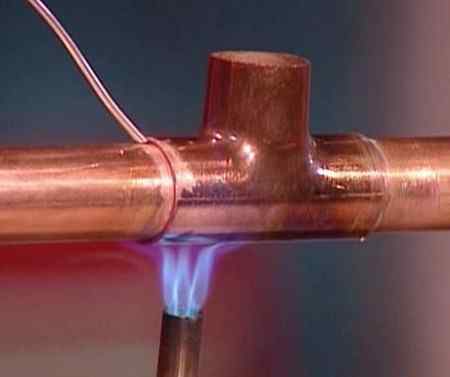
- 使用焊槍輕輕加熱接頭,在整個平面上移動。良好預熱的標準是漿料顏色的變化。
- 完成加熱要接合的零件,在接合處的整個表面上塗上焊料。焊錫絲不得用燃燒器火焰接觸:焊料必須在管道的銅表面上熔化,準確地從其溫度開始,沒有火的干預。
- 等待接頭自然冷卻 - 無需任何冷卻方式。
- 務必用濕海綿從管道中清除剩餘的糊狀物。只有在焊接時才需要它的作用:它破壞了銅基的保護層。
注意:焊接過程中和臨時之後的零件必須固定好,因為銅管只能在靜止位置焊接。零件連接處的接頭必須緊密、均勻。
只有在管道中打開足夠的水壓時才能檢查結果,但如果焊接順利,連接的可靠性不會因水溫、可能的壓降或不時而降低。時間
零件緊固處的接頭必須緊密、均勻。只有在管道中打開足夠的水壓時才能檢查結果,但如果焊接順利,連接的可靠性不會因水溫、可能的壓降或不時而降低。時間。
用其他材料緊固銅管
將銅結構與其他金屬產品連接起來的可能性有幾個重要的細微差別:
- 緊固銅和鍍鋅鋼會對鍍鋅鋼管的狀況產生不利影響:鋅和銅之間的化學反應導致前者的破壞。
- 鋼、塑料和黃銅的銅緊固件是安全的,不會腐蝕金屬。
因此,如果需要固定銅管和鍍鋅管,則只能在黃銅配件的幫助下完成,並且只能在一個方向上進行:通過水從鍍鋅管到銅管的循環。
銅管只能用黃銅推入配件連接到塑料或鋼管上。系統的主要緊固是使用管件的夾緊環和夾緊螺母進行的:它們按管件技術支持中指示的標準圈數擰緊,並且在運行期間必須定期檢查它們是否存在洩漏或鬆動。
關於銅管的神話
由於缺乏使用銅作為燃氣、供水和供暖系統材料的習慣,現代國內消費者對這種金屬存在一定的不信任。有兩個神話:
- 銅管與氯化水接觸時很危險。當然,與氯元素發生反應的銅會氧化,但在管道內部出現的薄膜恰恰相反,它保護管道免受各種化學作用,對人體絕對安全。
- 儘管成本很高,但銅管既昂貴又不切實際。不切實際的原因是管道外側可能氧化,而銅管內部也被氧化,但它們完全不受腐蝕。銅管更昂貴的價格遠遠超出了材料的耐用性和自己動手安裝的便利性。
但這樣的神話只有通過多年的實踐才能被打破。幾個世紀前,這種金屬被用於管道系統並非沒有道理,而銅在歐洲國家仍然享有當之無愧的認可。由於安裝的方便和材料的質量,家用水暖用銅管更可取,一定會在我國找到新的仰慕者。





![自己動手焊接銅管 [手電筒的選擇、視頻、提示]](https://fix.housecope.com/wp-content/uploads/8/0/1/801490b7bbbfe2c416281ada3dc007be.jpeg)




如何選擇合適的焊料?
正確選擇焊料將有助於輕鬆組織任何復雜的通信系統。在家工作時,您應該使用在低溫下熔化的材料。
在日常生活中使用高溫硬熔元素是有問題的,因為它需要將工作合金加熱到 600-900 度。在沒有特殊設備的情況下要做到這一點是相當困難的。
焊接食品銅可以使用不含有毒、有毒和腐蝕性元素的特殊焊料進行,這些元素會危害健康
使用在高溫下熔化的金屬及其衍生物會帶來一些風險。在加工過程中,它們會損壞甚至燒穿薄壁銅管。
為防止這種情況發生,採用堅固但低熔點的軟焊料是有意義的,而將實心版本用於厚壁銅通信。
當系統上沒有預期的重負載時,除非另有要求,否則沒有必要使用硬焊料。在主要的家庭綜合體中,柔軟的輕合金焊料足以建立可靠的連接。
連接燃氣管網中的銅管,值得選擇含銀焊料。它們提供最大的接頭強度、振動中性和對外部和內部影響的高抵抗力。
支付白銀會花費更多,但係統的安全性、可靠性和耐用性將隨著時間的推移支付所有財務成本。
高壓壓接連接
粘合壓接技術的進步和 O 形圈材料的開發使得將粘合壓接應用於高壓系統成為可能。然而,高壓系統需要稍微不同的壓爪配置。
使用 360º 雙壓接技術生產連接節點的結果
用於低壓、工藝和非醫用壓縮氣體管線的壓接連接使用單一標準六角壓接形狀。
更高的壓力粘合需要使用專門設計的壓接配件和夾爪,以在配件上提供 360° 雙壓接。
方法#4:推送連接
推入式組裝方法的一個顯著特點是安裝時不需要額外的工具、燃燒器、特殊的燃氣或電力。推入式裝配由集成的彈性體密封件和不銹鋼抓環確保。
各方面都很方便,操作也很實用,壓入式(推接式)組裝組件的方法
插入式組件的典型壓力和溫度範圍如下表所示:
| 裝配類型 | 壓力範圍,千帕 | 溫度範圍,℃ |
| 插入式,D = 12.7 – 50.8 mm | 0 – 1375 | 減 18 / 加 120 |
這種類型的組件有兩種常見的配件類型。這兩種選擇都可以創建堅固、可靠的結組件。然而,雖然一種類型的推入式接頭允許在安裝後輕鬆移除組件,例如用於系統維護,但另一種類型不支持這種配置。這個時刻配件彼此不同。








推入式連接的配件類型:左側 - 可折疊設計;對 - 不可分離設計
在組裝組件之前,需要使用銅管執行所有準備程序,如上文所述
這裡要特別注意用砂紙、尼龍砂布或衛生布清潔銅管的斜端。這些動作確保了在將銅管插入管件主體時密封墊圈的完整性。
組裝涉及執行剛性推動,同時扭轉運動直接進入配件的主體。銅管在配件內的移動一直進行到銅管靠在配件杯的背面。該時刻通常由銅表面上預先製作的插入深度標記來指示。
借助信息:庫珀