要安裝新驅動器,清潔外殼後,必須執行以下步驟:
- 我們將底部法蘭安裝到位;
- 我們在上面放了一個特殊的墊圈(如果沒有提供墊圈,您可以自己切割它們。最佳材料是紙板或錫)。
- 安裝磁盤
- 我們放第二個墊片;
- 我們從上面安裝上法蘭;
- 我們用手將上法蘭沿與磨盤旋轉相反的方向纏繞,同時握住圓盤本身;
- 接下來,再次按下鎖定按鈕並用手滾動法蘭,直到感覺到阻力;
- 在最後階段,我們使用相同的開口扳手進行最終固定。為此,請將鑰匙插入孔中並再滾動一點。
完成所有操作後,您可以安全地繼續工作。
關於角磨機設備安裝/拆卸的最常見問題之一是:“將圓盤放在磨光機的哪一側?”。
通常,沒有經驗的大師會問這樣的問題。是否可以將圓圈設置為錯誤的一側 - 是的。首先,如果圓盤不是平的,而是例如花瓣,那麼您將無法正確安裝它,如果花瓣位置不正確,您只需將外殼和研磨機上的手柄扭動即可。也就是說,問題會自行消失。
如果圓圈仍然是平的,那麼你應該專注於它的標籤,即所謂的“襯衫”。
如果角磨機自轉,則圓盤安裝時“襯衫”朝外,如果圓盤自轉,則相應地,必須將“襯衫”安裝在裡面。
如果您不遵守此算法,則磁盤很有可能會很快失效或立即變形。
角磨機用鋸片
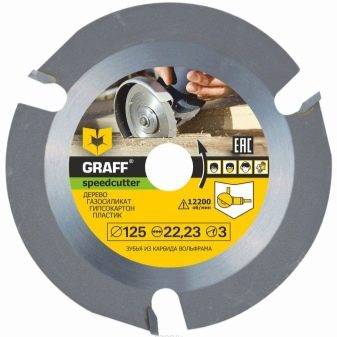
角磨機用木鋸片是由不同的製造商開發的,因此有幾個品種。最簡單也是最經濟的選擇是在磨床上安裝一個合適尺寸的圓盤——包括外徑和內安裝孔的直徑。對於根據其尺寸特徵歸類為小的磨床,125x22 mm 的圓是合適的。

從技術上講,直徑為 230 mm 的圓盤也可以安裝在小型角磨機上,但為此您必須卸下保護蓋,這是絕對不能接受的。角磨機用戶的手非常靠近旋轉的工作表面,任何異常情況都可能導致嚴重傷害。在角磨機上使用這樣的圓會導致嚴重的安全違規,強烈建議初學者使用。


任何錯位,包括與木材結構不均勻相關的錯位,都可能導致圓盤卡住,從而導致整個裝置急劇跳躍,以至於它可以從手中逃脫並進行危險的不可預知的飛行。鋸片 不適用於圓形 磨床主軸轉速如此之快,導致其過熱,從而影響鋼的強度。結果,當傾斜時,鋸輪可能會被破壞,碎片會以不可預知的方向高速飛行。
專為 UMSh 設計的鋸木專用附件與圓鋸片有顯著差異。考慮鋸木最常見的噴嘴選項。在銷售中,您可以找到類似於圓鋸的鋸片,它們的齒組增加了,從而顯著降低了卡住的可能性。此外,製造這種盤的不同之處在於使用了其他合金,這降低了盤在加熱時損壞的風險。

為了防止圓盤卡住,進一步嘗試將圓鋸和鏈鋸結合在一個產品中。鏈條類似於鏈鋸鏈,沿圓盤工作面自由移動,絕對杜絕卡阻。這種混合動力車有很多修改。工匠在這種組合鋸的幫助下成功地看到了樹枝,甚至可以看到不太粗的樹。

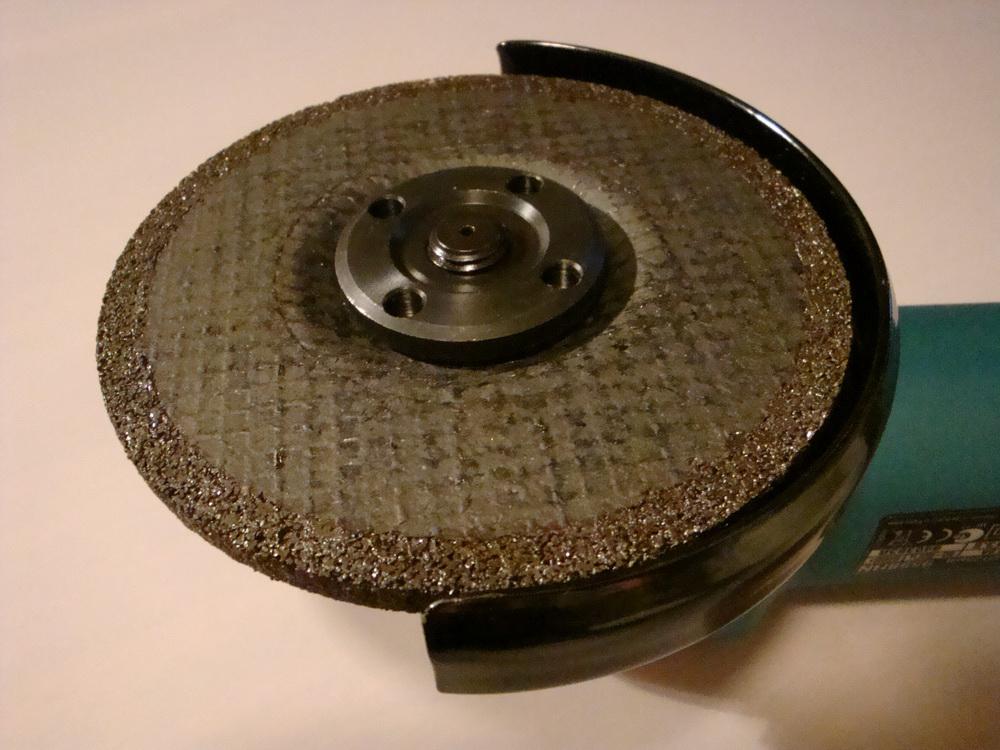
一種適用於各種材料的特殊噴嘴的發明標誌著圓盤發展的一個全新方向。這種通用盤由特殊成分 - 碳化鎢製成。這個鋸片上根本沒有齒。這種類型的刀片可以很好地切割各種材料,它可以被認為是角磨機使用的所有鋸木刀片中最安全的。

剝離
值得一提的是粗磨盤和磨盤齊頭並進,在許多商店的噴嘴“類型”參數中可以寫成:“磨盤”。在我們的文章中,我們將把這對“夫妻”分成兩種類型。在此上下文中,剝離器是一種噴嘴,用於將正在處理的結構從外層(例如,除鏽)中去除。有這樣的剝離噴嘴:
粗磨盤。剝皮盤,如繩刷,可以是扁平的和碗形的。它們用於清潔焊縫和準備金屬表面進行打磨。

適用於金屬、混凝土、木材和其他材料
對於任何材料的高效加工,選擇合適的功率以匹配工具的直徑及其厚度是很重要的。此外,耗材必須適合加工特定類型工件材料的特性。
用於鋼、鑄鐵、有色金屬的圓盤的主要區別在於填料的成分。用於加工合金 鋼的材料成分 圓盤添加了一種非常強的添加劑,可以克服合金鋼的阻力。相反,在加工有色金屬時,添加了柔軟的填料,在加工粘性材料時效果顯著。










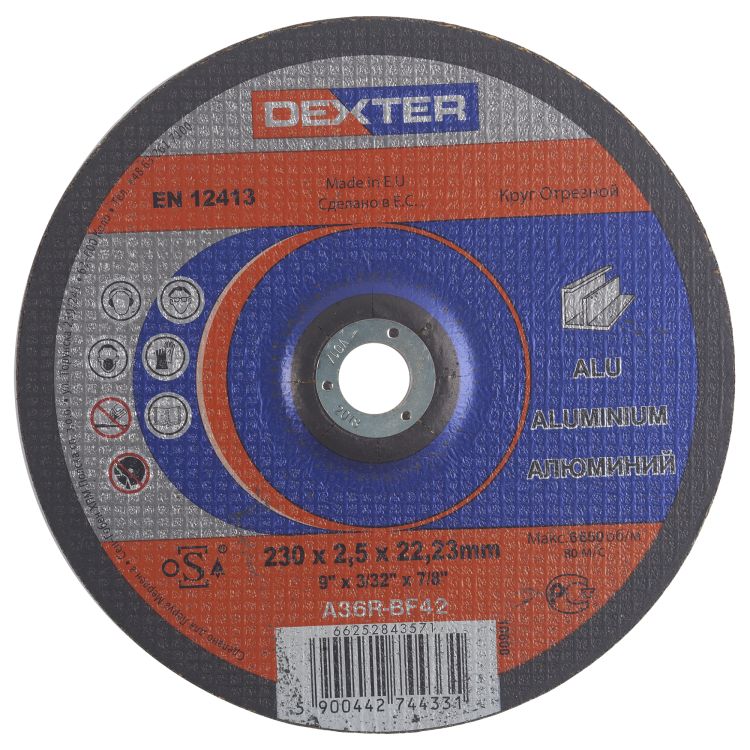
鋁盤
為了加工混凝土(瓷磚、鋪路板),使用金剛石圓盤(實際上,這些是帶有金剛石塗層的金屬圓)。

瓷磚圓盤
由於受傷的風險很高,不建議使用角磨機加工木材。儘管如此,如果出現這種需求,那麼最好的選擇是帶有直徑為 125 mm 的圓盤的研磨機。作為工作工具,應使用木材專用角磨盤。

木盤
如何在沒有鑰匙的情況下更換研磨機上的磁盤?
方法 1. 使用氣鍵
用管子扳手抓住螺母,小心地擰鬆,不要施加太大的力。缺點:可以壓壞螺母,破壞旋轉鎖
方法二、自製一把磨床鑰匙。為此,您需要一根長釘子(至少 100 毫米)。有必要剪掉帽子,尖端並給指甲呈U形。它的彎曲方式應使“工具”架落入法蘭孔中。如果螺母擰緊,則在釘柱之間插入任何金屬棒,並用雙手握住它,沿圓周方向旋轉結構。此時,您需要按住主軸鎖定按鈕。這種方法是安全的,但需要時間和額外的工具——鋼鋸、虎鉗、錘子。
方法 3. 用鑿子敲擊。在更換盤之前,您可以用 WD-40 流體處理主軸並等待至少 15 分鐘。然後將細鑿子的尖端與法蘭螺母的孔成一定角度,用金屬錘輕輕敲擊孔的整個表面。遲早,由於輕微的敲擊,螺母會斷裂,並且可以手動將其擰下。這種方法的缺點是可能會損壞孔和損壞法蘭。
方法 4. 加熱螺母。如果用手很難擰下角磨機的螺母,可以用燃氣灶或自燃加熱一點。您需要戴上手套鬆開法蘭,以免燙傷自己。這是建議的方法中風險最大的。角磨機齒輪箱中的軸承和油可能會過熱。
最後,我想提幾個關於更換磨床盤的要點。
- 在角磨機上,您需要安裝合適大小的圓圈。必須嚴格遵守安全注意事項,在任何情況下都不要取下保護蓋來安裝更大直徑的光盤。選擇圓盤時,需要考慮電動工具的型號、功率、主軸轉速。
- 由於圓盤高速旋轉,在角磨機的保護殼上形成硬化。因此,在更換碟片時,請拆下並清潔外殼。
- 某些型號的角磨機中提供了墊圈,以便圓盤不會卡在法蘭之間。至少支撐法蘭可以配備橡膠墊圈。您可以用硬紙板、橡膠或塑料切割墊圈,而不是工廠緊固件。您需要使用 2 個墊圈:在支撐法蘭和圓盤之間,在圓盤和螺母之間。
- 不要忘記:如果圓圈順時針旋轉,那麼螺母也會順時針擰下並扭轉。
- 如果您不想購買新鑰匙,請在角磨機上安裝博世快速鎖緊螺母 - 您可以用手輕鬆擰下。
最主要的是,在角磨機上更換磁盤時,不要違反安全預防措施,並在工具從網絡上關閉的情況下執行所有操作。
特點
考慮一下角磨機的切割輪是什麼。實際上,這是切割或加工材料過程中的主要設備。磨床中的發動機旋轉著金剛石刀片,上面有一定量的切割晶體。正是這些堅固的晶體切割了表面。
刀具可以設計用於不同類型的工作,具體取決於需要使用的材料以及其功能目的。有用於金屬、木材、塑料甚至石頭的切割輪。隨著時間的推移,圓圈逐漸磨削並變小。

專家對某些類型工作的建議
接下來,我們將告訴您如何使用角磨機處理各種金屬產品。
電鋸鏈磨刀

照片第 12 號:用磨床打磨鏈鋸鏈
鏈條在電鋸的箭頭上磨尖。對於工作,使用厚度為 2.5 毫米的研磨盤。有必要標記您將處理的第一顆牙齒。通過有能力的操作,您可以在鏈最終失敗之前更新 4-7 次。









切管

照片 13:用磨床切割管道
最好用磨床從邊緣開始切割厚金屬。如果從中間部分開始,光盤可能會卡住和彎曲。加工時,對刀具下部施力,保證切削效率。
切割模具

照片第 14 號:用磨床切割角落
要切割金屬角,您可以使用磨損的圓盤或小直徑的工具
重要的是要記住工作是分階段的:首先,切割成型的一部分,然後是第二部分。
磨圓鋸片

照片編號 15:用磨床磨圓鋸的圓
首先用夾子固定角磨機,留下工具的旋轉部分。然後毫不費力地將鋸片帶到砂輪上。圓必須與產品相切。工作時,確保觀察磨削平面。
反過來,磨床的切割輪也有自己的亞種,例如:
- 金屬加工用切割輪;
- 用於處理石材的砂輪;
- 木工圓環;
- 金剛石圓盤(上面提到過)。
每種磁盤的用途通常與其名稱相對應。
在磨盤中,有四種主要的亞型 - 瓣型、線型、金剛石和基於膠木的磨盤(直型,T41 型和碟形,T27 型)。
- 花瓣盤由砂紙製成。其主要目的是消除現有塗層,例如舊油漆、底漆或一層油漆。此外,這種類型的圓盤用於研磨木製品。
- 工匠使用金屬絲盤去除鏽跡。它們還可以去除其他類型的持久性污染。
- 金剛石圓片用於拋光石材工作。
- 圓盤由塑料或橡膠製成,用於拋光金屬表面。
切割片
切割盤是最常用的 使用磨床工作時.以下噴嘴按用途區分:
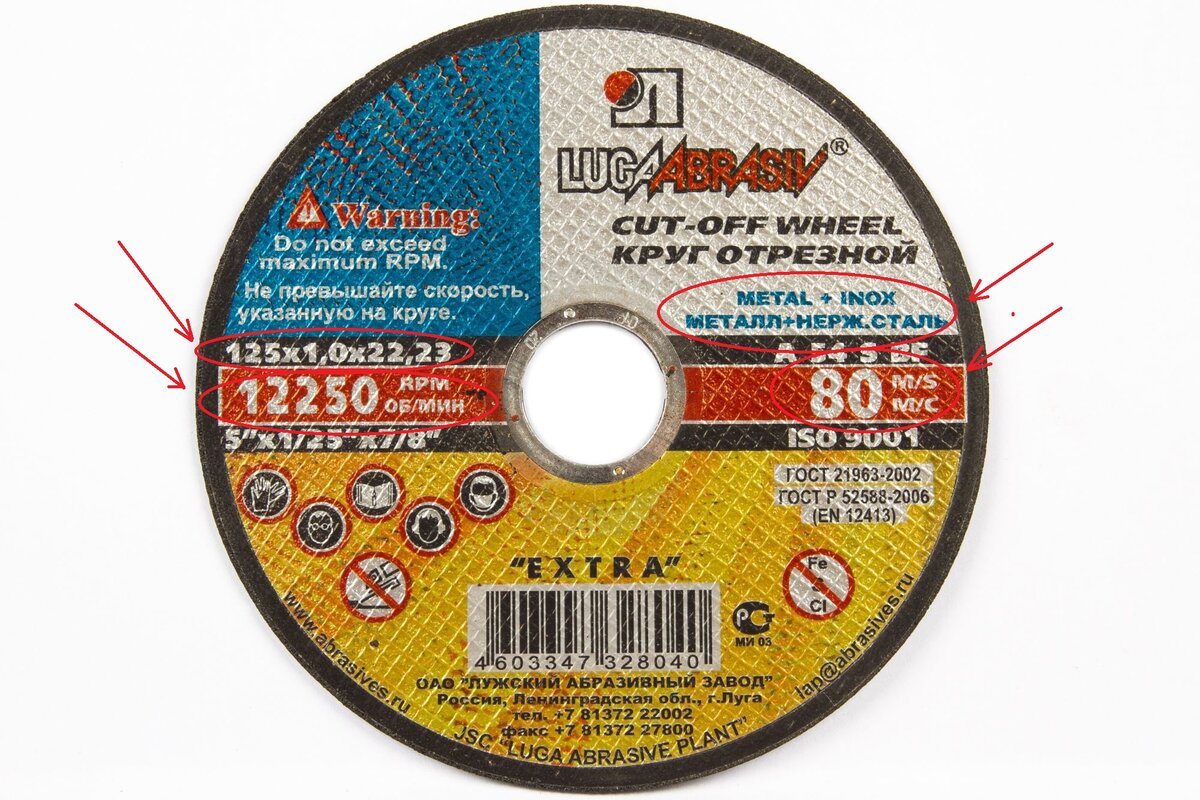
對於金屬。這些切割輪由電剛玉或結晶剛玉製成。在這種情況下,產品內部經常使用膠木粘合劑。根據厚度和尺寸,圓盤可以切割金屬型材、不銹鋼、加熱管等。 GRAFF GADM 115 10 是一種廉價的金屬光盤。
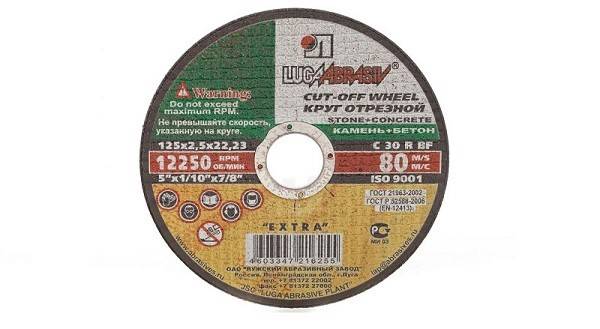
適用於石材和混凝土。切割石頭和混凝土的輪子由碳化矽製成
請注意,圓盤是為相對“非硬”的材料設計的,例如白磚和石板(較硬的需要金剛石砂輪)
用於瓷磚和混凝土。該附件專為切割鋪路石、瓷磚、紅磚、切割條等而設計。圓盤本身由金屬製成,切削刃上塗有金剛石砂粒。有實心全金屬和分段圓盤。前者專為濕法切割(用水冷卻)而設計,因為它們在加工過程中會變得非常熱。分段式便於乾切,在金剛石刀片中最受歡迎。例如,這裡是用於切割混凝土和石材產品的高品質耐用 Makita B-28086 分段圓盤。
為一棵樹。用於處理木結構的圓盤是碳化鎢碳化鎢或帶有研磨塗層的金屬。第一種設計用於鋸切硬木和軟木、石膏板、氣體矽酸鹽和 MDF。第二個也可以用釘子切割金屬甚至木頭(但這必須通過經驗來驗證)。 Bison Professional 36859-125 就是這樣一個“指甲鋸”的代表。










普遍的。這些噴嘴幾乎可以切割所有類型的材料(對於木材,最好帶一個噴嘴直接使用)。尤其是當您需要在一個工作日內切割不同的材料時使用它們非常方便,您不想浪費時間更換噴嘴。通用型號甚至可以切割鋼筋混凝土。但是,它們通常非常昂貴,有時為不同類型的加工材料購買兩張光盤更有利可圖。在好的萬向輪中,我們可以推薦 Wolverine 100125,它適用於濕式和乾式切割。
關於金剛石工具
“ 後退
大多數專家在 維修和建築工作 今天,他們非常熟悉角磨機,或者人們也稱之為磨床。它用於處理各種材料,包括石材、鋼筋混凝土、混凝土、大理石和許多其他材料。對於初學者來說,一開始可能會出現一些問題,其中最常見的就是:磨盤上如何正確安裝磨盤,磨盤上如何固定,磨盤放在磨床的哪一側,研磨機上的圓盤應朝哪個方向旋轉。讓我們試著簡要回答所有這些問題。
安裝磁盤需要什麼?
在角磨機上安裝圓盤通常是一個相當簡單的過程,您需要遵循一些規則。為了生產它,有必要使用適當的工具武裝自己 - 擰下螺母所需的鑰匙。解開後的下一步將是更換磨盤或初始安裝。如果碰巧將圓盤夾在研磨機中,要卸下它,您必須將其弄碎並用平頭螺絲刀或鑿子從支撐法蘭和螺母之間的間隙中清除殘留物。
將圓盤放在研磨機的哪一側?
將切割片放在哪一側取決於幾個因素。首先,如果圓盤不是平的,那麼只有一種放置方法,問題就會自行消失。其次,如果圓圈仍然是平的,您可以將注意力集中在標籤上 - 如果角磨機旋轉遠離自身,則將標籤設置為向內,如果朝向自身,則分別向外設置。如果不遵循此原則,則可能會出現不良結果 - 鋸切過程中的圓盤斷裂或簡單的快速磨損。
至於圓盤在研磨機上的旋轉方向,這主要是一個安全問題。據信,有必要沿圓盤的旋轉方向或朝向自身切割混凝土。在理想的位置,火花應該飛到使用工具的人的左側。如果這不起作用,那麼當一束火花向下發送時,您可以使用另一個位置。在任何情況下,用戶都不應出現火花飛濺的情況,因為如果磁盤劇烈卡住,角磨機將指向他。
換句話說,逆著圓盤的旋轉方向或遠離您的方向切割材料是極其不安全的,因為在楔形的情況下,角磨機會朝工作人員的方向猛烈拋擲。順便說一句,如果您對如何在角磨機上安裝圓盤還有其他疑問,您還可以觀看培訓視頻,這在當今互聯網上已經綽綽有餘。
如果您對更換和安裝光盤有任何疑問或需要建議,只需在網站上提出請求或撥打指定的聯繫電話號碼,我們的專家將告訴您如何進行。金剛石刀片部分介紹了我們的整個金剛石刀片系列。

磨床盤的種類
角磨機廣泛用於建築和維修技術作業。研磨機的圓盤彼此不同:
- 外徑和厚度尺寸;
- 材料和製造方法;
- 目的和最大速度。
磨床盤的選擇意味著不僅要了解和考慮被加工工件的特性,還要考慮工具本身的能力。
隔斷
角磨機最常用的砂輪也稱為磨料。它們根據不同的標准進行分類。有用於處理金屬、石頭、木材的圓盤。還有一個金剛石圓盤,用於處理最耐用和最堅硬的材料(鋼筋混凝土、瓷器、瓷磚、大理石、花崗岩和其他天然和人造石頭)。
我們對每種類型進行簡要說明。
所有切割片的一個共同特點是根據外徑和厚度進行分類。外徑為:
- 115 mm 適用於小型家用磨床;
- 中型角磨機的功率和重量分別為 125 和 150 毫米;
- 180 和 230 毫米適用於強大的專業工具。
圓盤的厚度從 1 到 3.2 毫米不等。這取決於噴嘴的大小:直徑大的圓盤更厚;中型和小型光盤- 任何。椎間盤厚度的選擇受以下因素影響:
- 磨床工作體的轉速;
- 預期負載。
金屬切割(研磨)輪
這些車輪用於與車身鋼板(圓盤厚度從 1 到 1.6 毫米)和軋鋼:鋼筋、圓木、槽鋼、角鋼和其他類型(圓盤厚度從 2.5 到 3.6 毫米)一起工作。有用於處理不銹鋼、鋁、鑄鐵和其他金屬的特殊噴嘴。
金屬磨床切割盤
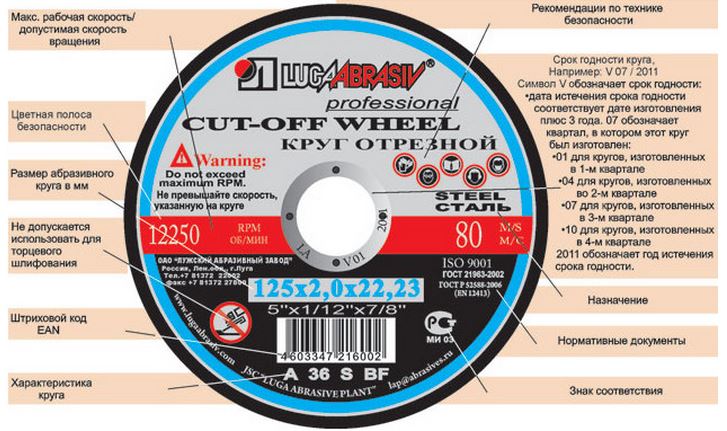
磁盤表面以印刷標記和彩色條帶的形式提供了有關此信息的信息。磨盤是幾層玻璃纖維網,其上 壓力很大 雙面壓制電木磨料(碳化矽、剛玉、電剛玉)。然後將增強的磨盤放入熱處理爐中以獲得強度。設定加熱溫度為200度。在那裡,該物質被燒結並變得堅固並且抗破壞成碎片。
它們與金屬磨盤完全相同,只是所用的磨料不同。
石頭的圓圈
木材用
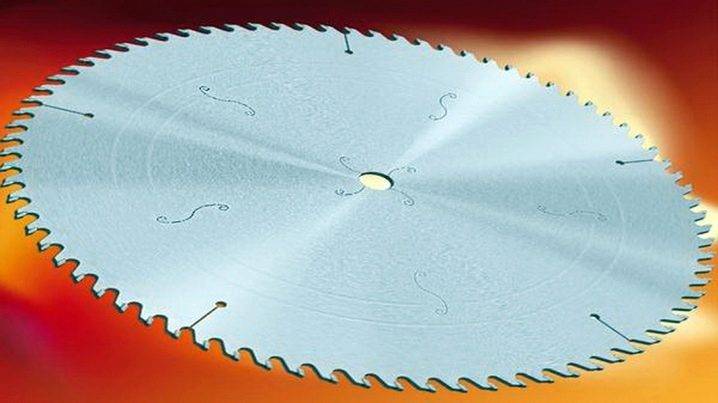
它們由高強度鋼製成,外徑配有鋒利的齒。這些噴嘴的工作原理是圓形的,操作起來非常危險。建議使用專用工具永久固定角磨機。










研磨機用木材切割盤
鑽石
它們用於切割由天然和人造石製成的高強度材料。
石磨機金剛石磨盤
有用於混凝土、鋼筋混凝土、石材的不同類型的金剛石刀片。它們之間的不同之處在於分數金剛石塗層和切削刃的類型 - 實心,帶有大或小槽,凹口
重要的是要知道金剛石刀片不用於處理金屬坯料。從外觀上看,很難理解金剛石圓盤的用途。
最好的選擇是在購買前諮詢銷售助理或仔細研究包裝的應用程序。
一些金剛石刀片製造商根據其預期的材料在正面塗上油漆:
- 綠色 - 花崗岩;
- 黃色 - 用於石膏和瓷磚;
- 藍色 - 用於大理石和混凝土;
- 灰色 - 用於花崗岩陶瓷和瓷磚;
- 橙色 - 用於積木。
帶有分段切割刀片的金剛石刀片用於以乾法切割石頭。具有堅固切削刃的砂輪需要水冷。開槽渦輪盤以比分段葉片盤更高的轉速運行。
磨削和粗加工
砂輪分為四種:
花瓣(金剛砂)噴嘴去除舊油漆、底漆或清漆,研磨木製品。
這就是花瓣盤的樣子
使用特殊的鋼絲輪可以消除鏽跡並去除頑固的污垢。
碗狀的鑽石修飾用於拋光石製品。
碟片來自 塑料或橡膠 金屬表面拋光。可以將帶有砂紙、毛氈、海綿、布的可更換圓盤固定在板上。
大多數研磨盤使用特殊的糊劑或液體,包括精細研磨的磨料。這些噴嘴可拋光任何材料的表面,包括汽車服務中的車身部件。
旋轉方向是否有顯著差異
切割輪的旋轉方向可以是“朝向”或“遠離您”。他們每個人都有自己的優點和缺點。因此,當圓盤“遠離自身”旋轉時,灰塵和火花會飛到操作員身上,這會給工作帶來額外的困難,並可能會燒傷眼睛、皮膚和衣服閃光。磁盤“自身”旋轉沒有這個缺點。但在這種情況下,受傷的風險更高。畢竟,如果圓盤被夾住,那麼工具會用力飛到操作員的臉上。切割輪應旋轉的方向沒有單一的規則。
如果這很重要,則必須在儀器上註明信息。在所有其他情況下,旋轉方向由操作員選擇,同時考慮到要處理的表麵類型、便利性和工作經驗。
卡住的螺母 - 如何擰下?
如果它被咬傷,特別是在不損壞切削元件或工具的情況下,要在磨床上移除它並不容易。我們還將考慮幾種行動選擇。
通過反向旋轉更換光盤
這種方法有幾個優點 - 它可以在沒有鑰匙和損壞的主軸鎖的情況下完成。使用角磨機的初學者錯誤地認為,如果塞子壞了,幾乎不可能擰下螺母。然而,這種情況並非如此。你甚至不需要鑰匙。







底線是砂輪需要向不同的方向旋轉。戴上厚厚的手套,你需要在圓圈的尖端敲幾下。這就是您將在不同方向上提供可變運動的內容。通常,幾次猛烈的打擊就足夠了,這樣螺母就可以很容易地擰下。
開口扳手和套筒頭
在這種情況下,您將不得不稍微修改現有的標準工具 - 一個用於 17 的開口扳手和一個用於 24 mm 的套筒頭。鍵的厚度被研磨到 4 毫米。頭部加工4個突起,落入固定螺母的孔中。
準備好後,將鑰匙放在圓盤下方的空間中,將刀頭放在角磨機法蘭上,以與圓周旋轉相反的方向旋轉。之後,它可以很容易地移除並放置一個新的。
熱
這是一種無需鑰匙即可從研磨機中取出光盤的方法。固定螺母用工業吹風機或燃氣燃燒器加熱。之後,法蘭將更容易擰開。但是,存在損壞研磨機或齒輪箱的塑料部件的風險。
用釘子
出於這些目的,最適合使用 100 毫米的釘子。應將其彎曲成 U 形,以便其末端可自由插入夾緊法蘭的孔中。尖端和蓋子被移除。通過將釘子插入孔中,閂鎖被轉開。如果手的力氣還不夠,那就加個釘子或螺絲刀的槓桿形式。
用氣扳手
使用該工具的理由是由於增加的肩部而增加了所施加的力矩。用氣體扳手解開卡住的連接會容易得多
但是,在消除卡紙時,重要的是要記住,施加過大的力會損壞主軸鎖或夾緊螺母。
鑿孔模式下的穿孔器或鑽頭
在將角磨機切換到手提鑽模式後,您可以使用鑽頭或打孔機在沒有鑰匙的情況下擰下角磨機上的圓盤。合適的鑽頭用作工作噴嘴,通常為 6 毫米。將鑽頭靠在夾緊螺母孔的邊緣,固定主軸的運動並短暫打開以移動它。這種方法甚至可以讓您拒絕非常複雜的咬傷。
螺母攻絲
此方法與前一種方法類似,只是您可以使用合適的金屬棒或鑿子。在固定主軸頭的情況下,沿砂輪運動方向沿夾具孔的邊緣敲擊。稍微將閂鎖從死點移開,您可以用手將其擰下。然而,這種方法對工具來說並不是最無害的——標準鑰匙的安裝孔被損壞了。
切割輪的破壞
您可以通過完全破壞磁盤來擰下卡住的螺母。如果已經損壞,則可以用手將其破壞,但通常這不起作用。最好帶一把鋼鋸 或鈑金 並切。結果,您將留下一個中央環和難以觸及的碎片。找到合適的板,將其固定在虎鉗中,將其上的磨料殘留物研磨成金屬環。之後,它會很容易用標準鑰匙擰開。
擰開卡住的夾緊螺母最徹底的方法是切割它。建議僅在極端情況下使用它。當然,你可以找到一個新的,但你將不得不花費你的時間和金錢。在角磨機的交付套件中包含備用夾緊元件的情況並不少見。
總結:如何選擇磨床的圓盤?
要正確購買角磨機的圓盤,您必須:
- 了解您的角磨機可以處理的最大磁盤尺寸。請勿攜帶比設備允許的更大的光盤。
- 了解磨床的最大速度。角磨機的速度越高,它可以使用的磁盤尺寸就越小。
- 加工材料。對於木頭、金屬和石頭他們的圓盤。有通用的,幾乎可以切割任何東西。
- 座位尺寸。圓座的大小必須與角磨機中的相同參數對應。
- 製造商。坦率地說,不要購買不知名製造商的廉價光盤或產品——它們會像學校食堂裡的熱蛋糕一樣“分散”,而節省的成本將微乎其微。
- 使用研磨機時的6個危險錯誤,最好不要犯。
- 我們在房子裡鋪設電線:如何選擇合適的電線?



