
彎管工具
如果您使用最簡單的設備執行此操作,如何在沒有彎管機的情況下彎曲管道的問題不會造成困難。您可以使用以下設備對管道進行冷彎。
- 如果需要彎曲輪廓高度不超過 10 毫米的軟(鋁)管或鋼管,則使用帶孔的水平板,其中插入止動件 - 金屬銷。在這些引腳的幫助下,產品可以根據所需的參數進行彎曲。這種方法有兩個嚴重的缺點:彎曲精度低,以及在使用時需要付出很大的體力。
- 輪廓高度為 25 毫米的產品最好使用滾輪夾具彎曲。管子牢固地固定在虎鉗中,並使用特殊的滾輪對需要彎曲的部分施加力。這個裝置可以讓你得到更好的彎曲,但也需要施加體力。

正如他們所說,選擇匆忙。這個極其簡單的設備的長桿使您可以應對相當粗的管道。
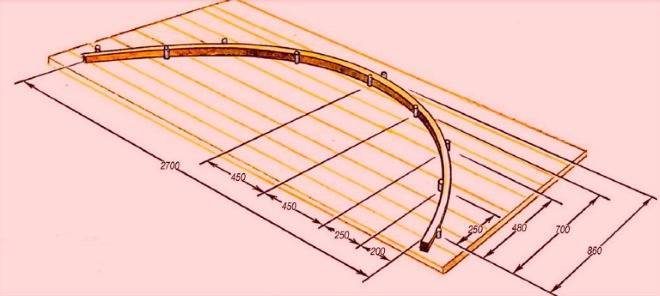
為了在鋼或鋁波紋管上形成大曲率半徑的彎曲,使用固定的圓形模板,在其上安裝特殊的夾具來固定產品。在這樣的設備上,管道也是手動彎曲的,用力將其放置在模板的凹槽中,其形狀與所需的彎曲半徑完全對應。

膠合板和金屬訂書釘是製作彎曲模板所需的全部
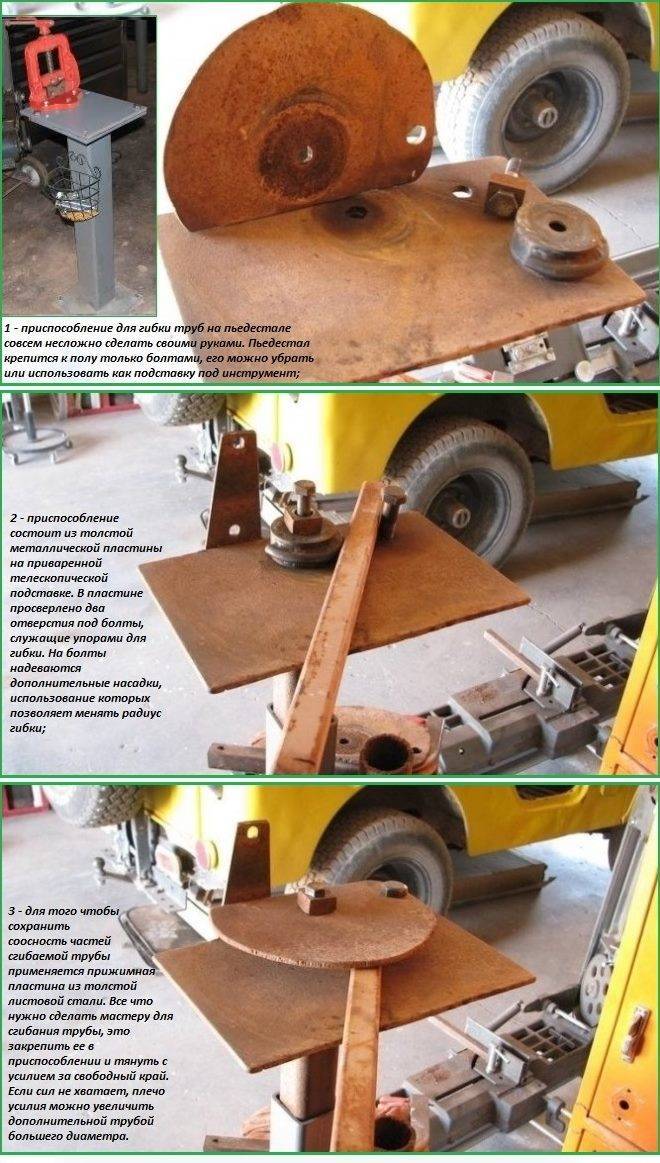
彎板
為了在家中有效地彎曲鋼管或鋁管,您可以使用以下指南製作升級的彎曲板。
- 這種板的作用是由一個面板來扮演的,該面板是用厚厚的金屬板切割而成的。
- 以這種方式製造的面板焊接到機架上,機架安裝在一個特殊的底座上。
- 在面板上鑽了兩個孔,這是安裝用作異型管止動件的螺栓所必需的。
- 一個特殊的噴嘴安裝在一個止動螺栓上,借助它可以調整彎曲半徑。
- 為了確保與彎頭相鄰的管段對齊,在工件上方放置一塊金屬板,用螺栓固定。
心軸彎曲
國內折彎異型管產品,壁高不超過25mm,可製作專用心軸。出於這些目的,最好使用整體工作台,在其表面上將有足夠的空間容納這種設備。為了選擇固定可彎曲管道的元件的最佳位置,通常在工作台的一端製作定位孔。一個特殊的模板負責確保波紋管所需的彎曲半徑,如果您要經常使用它,它可以由厚膠合板或金屬角製成。
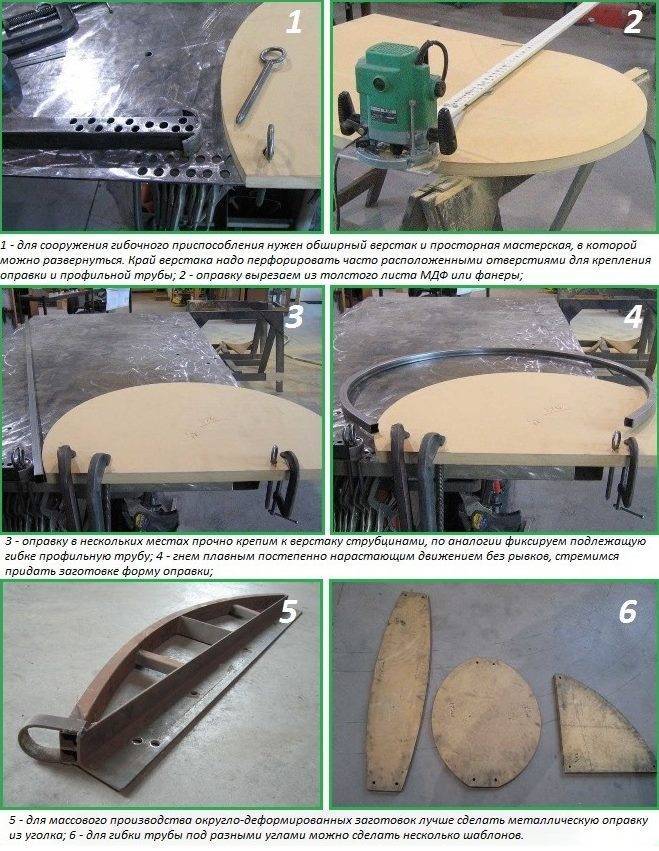
型材彎曲應用
當然,如果您在彎曲異形管方面有大量工作,最好為此製作一台專用機器,其圖紙在互聯網上很容易找到。我們不會在這里分析這個問題,因為它在下面鏈接的文章中得到了更詳細的考慮。

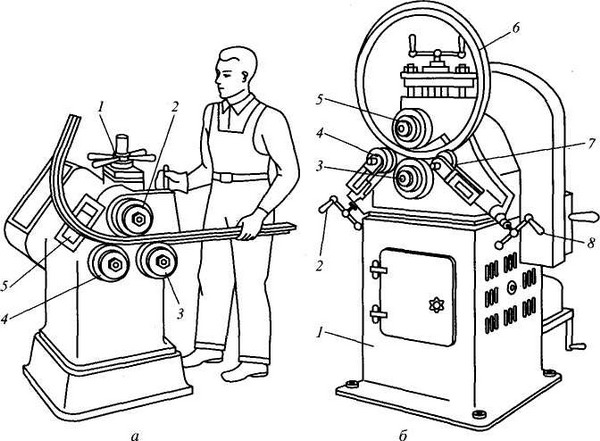
即使您需要彎曲截面較大的管道,也不能沒有這樣的機器。該機的主要工作體為三輥,其中兩輥固定不動,通過改變第三輥的位置來調整產品的彎曲半徑,具有通用性強的特點。作為這種裝置的驅動裝置,使用鏈條驅動裝置和由操作者旋轉的手柄。
在安裝暖氣設備、管道、在房屋中安裝管道等時,可能需要彎曲管道。如果您還沒有購買已經彎曲的必要管件,那麼您可以在家裡自己彎曲它們。唯一可能出錯的是管道向內彎曲和破裂,因為當彎曲產品的金屬時,它會同時受到壓縮和拉伸。為了避免這種情況發生,您必須遵守以下提示。
有或沒有自製設備的彎曲
此選項很常見,因為千斤頂是大多數駕駛者擁有的非常流行的工具。它非常適合在家中彎曲軋製金屬。根據操作原理,這種方法類似於弓形彎管機。管道固定在三個點,其中兩個是止動點,第三個是千斤頂桿。
使用角磨機(磨床)彎曲異形管
此方法適用於矩形截面輪廓。沿著三堵牆做了幾處切口,第四個保持不變。由於切口的出現,管道很容易彎曲,然後將切口焊接和拋光。







![§ 29. 管道彎曲 [1980 Makienko N.I. - 一般管道課程]](https://fix.housecope.com/wp-content/uploads/d/8/f/d8f00e83aca4da127ce2c77d06c2c08a.jpg)


自製滾輪彎管機
非常適合在異型管上獲得大直徑彎曲。他們可以方便地彎曲,例如溫室的管道。一塊金屬固定在滾輪上,壓制和滾動。然後它再次收緊,再次滾動。結果是大的均勻彎曲半徑。
彎管的輔助方法
填充
填充物放置在管道中以填充內部空間。在這種情況下,端部被緊密密封,為此您可以使用焊接。填充物的使用可以讓您“修復”內部體積。折彎時,要避免拐角內側出現“波浪”、“波紋”,使折彎更順暢。通常選擇純石英砂作為填料。
熱。彎曲過程中金屬延展性增加
加熱的金屬變得更軟,其溫度越高。管道金屬使用氣體燃燒器、感應加熱以及任何其他可用方法加熱。加熱溫度取決於金屬。低合金和普通標準鋼加熱到~500攝氏度。
使用這些方法,您可以在家中用自己的雙手彎曲金屬管,而無需使用專門的設備,並獲得良好的效果。
什麼可以彎曲,什麼不能
很多同胞都想知道聚丙烯管是否可以彎曲以及如何正確彎曲()。
在不影響後續操作的情況下考慮哪些材料會發生機械變形,哪些不會。
幾乎所有金屬產品都可以彎曲,包括各種直徑的鋁管、銅管和鋼管。改變不銹鋼和類似硬質合金的配置更加困難。
為了使所有金屬無一例外地正確變形,需要一台特殊的彎管機。使用專用機器不僅可以確保最佳的折彎質量,還可以讓您以最少的體力完成任務。
一些管道工為了節省配件,用工業吹風機加熱聚丙烯並將其彎曲成所需的形狀。這樣做是不切實際的,因為由於與加熱相結合的變形,彎曲的塑料管在外徑和內徑上會出現不均勻的壁厚。
其結果是,已建成的輸水管道的運行將是短暫的,因為在液體介質的壓力下,隨著時間的推移,薄壁會出現裂縫。
選擇正確的工具
彈簧是加工金屬塑料的有效工具。市場上的彈簧有兩種類型:外部和內部。兩種類型的工具都以實惠的價格而著稱。必鬚根據管道的外徑或內徑選擇工具。
該裝置由拋光鋼製成。線圈的光滑表面使您可以從彎管上取下彈簧。使用彈簧可以確保整個彎曲處的橫截面直徑相同。
彎管機是設計用於變形軋製金屬的各種機器或設備,考慮到所需的彎曲角度和半徑。這些設備被積極地用於各種配置和尺寸的各種用途的管道建設中。
彎管機的分類
所有現代彎管機都滿足以下要求:
- 以高達 180 度的角度彎曲的可能性;
- 能夠處理由各種材料製成的管道,包括鋁、銅、鋼和聚合物成分。
此類設備根據使用的驅動器類型分為以下幾類:
- 手動修改
,通常適用於處理小直徑的管道。該裝置由項圈驅動,對項圈施加顯著的肌肉力量。 - 水力改造
是處理直徑不超過 3 英寸的管道的最佳選擇。液壓裝置的操作使您無需過多的體力勞動即可使用管道。市場上有移動式和固定式液壓彎管機。 - 機電改造
在市場上推出了用於執行高精度彎曲的通用設備。這種彎管機的主要優點是能夠處理薄壁軋製金屬而不會造成損壞。
根據折彎方式和工作部位配置,刀具可以是:
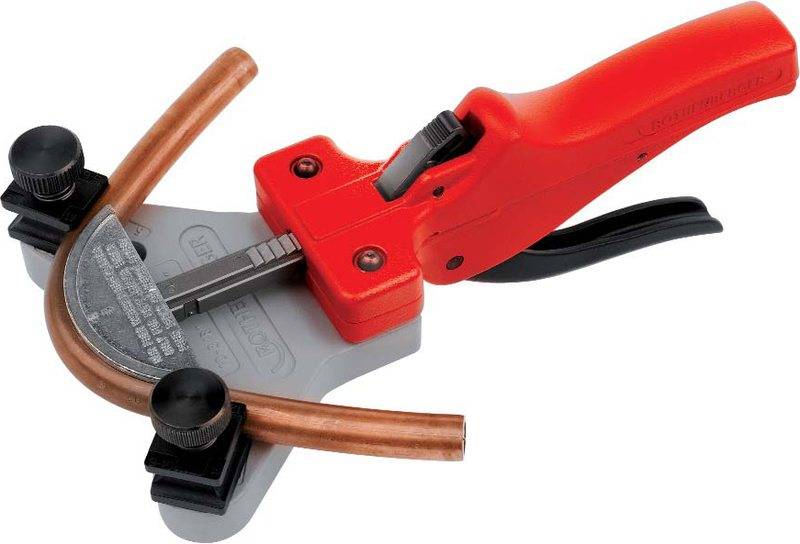
弩
,其中採用可更換的金屬導模作為變形元件,針對一定的管徑選用。

部分
,其中軋製金屬由將管道包裹在自身周圍的特殊部分拉動。

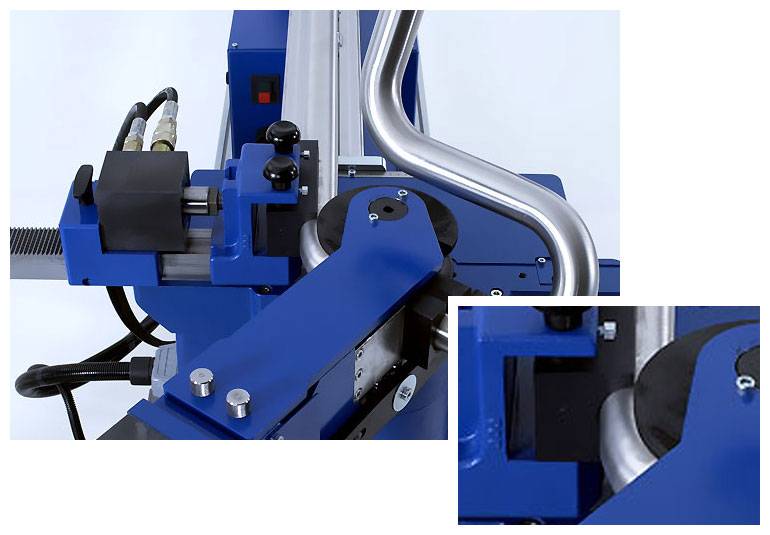
在照片中 - 心軸機
多諾夫
,其中軋製金屬的工作是從管道的外部和內部進行的。此功能允許該設備用於改變薄壁管道的配置,而不會有金屬破裂或沿內徑起皺的威脅。








彎管技術
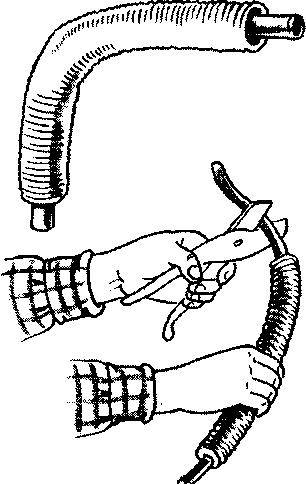
通過外部彈簧改變管道配置的說明如下:
- 彈簧套在金屬塑料上;
- 然後在距離彈簧20厘米處用雙手抓住管子,彎曲直到得到所需的角度;
- 獲得所需角度後,彈簧繞其軸線旋轉並被移除。

使用內部彈簧的不同之處在於,該設備從管道邊緣插入,然後可以從管道邊緣拉出。
可以使用彎管機獲得管道的彎曲端。在這種情況下,根據其修改,設備被配置為所需的參數。然後將管道插入接收間隙中,並由一個或另一個驅動器驅動該裝置。
彎管的簡單方法
用手彎
如果您必須使用彎管安裝複雜的結構,請不要絕望,但沒有可用的專業工具。即使無法提前購買具有所需彎曲角度的毛坯,您也可以在家中使用最少的工具自行製作零件。
如何行動?用手抓住結構,緊緊握住並逐漸彎曲。小心不要損壞零件。平滑地,一厘米一厘米地沿著管道的長度移動。您需要以 5-6 種方法重複操作。手工工作並非在所有情況下都適合,因為例如彎曲鋁管比用金屬產品做同樣的事情要容易得多。
管子可以彎曲 不帶彎管機 - 手動
使用直徑為 16-20 毫米的管道時,手動方法是有效的。更大的切割,這個過程會延伸並且更費力,但它是真實的。
使用熱法
我們想出了鋁,但是如何自己彎曲金屬管,這樣結果才不會讓人失望?燃氣燃燒器可以解決這個問題。
動作算法:
- 我們將金屬部分固定在虎鉗中。
- 我們熱身未來彎道的部分。
- 當比例出現時,繼續彎曲。
你怎麼知道什麼時候開始工作?如果材料是鋁,請將一張紙靠近管道表面。信號將是它的點火或煙霧的出現。如果是其他金屬,加熱區域會變成紅色。
請注意:加熱方法不適用於鍍鋅零件 - 保證塗層損壞,塗層將無法使用

加熱是安全彎管的有效方法
我們使用填料 - 沙子和水
使用填料可以彎曲波紋管和大直徑鋁件。
如何使用沙子:
- 我們在結構內部填充沙子,在管道末端放置塞子(注意密封性);
- 將零件固定在虎鉗上;
- 我們用烙鐵或燃氣燃燒器加熱彎曲的地方;
- 當該區域變熱時,用橡皮槌或木槌彎曲結構,輕輕敲擊加熱的表面;
- 操作完成後,我們移除塞子,從空腔中移除沙子 - 一切準備就緒。
沙子保護管道免受變形和不均勻彎曲。

使用沙子和水時注意管道關閉的密封性
使用水的原理幾乎相同 - 我們將水倒入零件中,然後放入插頭。在彎曲 PVC 管或其他材料製成的產品之前,讓水結冰(將其暴露在霜凍中或放入冰箱中)。液體凍結後,通過平移運動,我們為結構提供了所需的彎曲半徑。
![§ 29. 管道彎曲 [1980 Makienko N.I. - 一般管道課程]](https://fix.housecope.com/wp-content/uploads/2/4/5/245c1ed6eda8cb674f45c7734f687d31.jpg)






根據這個原理,您既可以將金屬片彎曲成管道(僅不使用水和沙子),也可以對管道本身進行彎曲。
熱處理方法

至於金屬管,你的助手應該是煤氣灶。我們分階段行動。
- 在虎鉗的幫助下,固定管道的金屬部分。
- 彎頭的預期部分用燃氣燃燒器加熱。
- 鱗片出現後,我們進行折彎。
抓住彎道開始的那一刻很重要。如果管子是鋁的,那麼就需要帶一張紙給它
如果它亮起或冒煙,那麼你就可以開始了。如果管道由另一種金屬製成,則在加熱過程中變紅的區域將用作信號。彎曲鍍鋅管時不能採用熱處理方法。高溫會損壞塗層並使塗層無法使用。您需要知道,如果我們正在談論彎曲方管,那麼您離不開強大的噴燈或燃燒器。最重要的是,在工作的一開始,這樣的產品就會從各個方面加熱。
彎管半徑
彎管半徑
彎管是一個工藝過程,其結果是,在外載荷的影響下,管道幾何軸線的斜率發生變化。在這種情況下,管壁的金屬會發生彈性和彈塑性變形。拉應力發生在拱形的外部,壓應力發生在內部。由於這些應力,管的外壁相對於彎曲軸線被拉伸,而內壁被壓縮。在彎曲管子的過程中,橫截面的形狀發生了變化——管子的初始環形輪廓變成了橢圓形。該截面的最大橢圓度在拱形的中央部分觀察到,並在拱形的開始和末端逐漸減小。這是因為彎曲過程中最大的拉伸和壓縮應力發生在彎曲的中心部分。彎曲部分的橢圓度不應超過:對於直徑不超過 19 毫米的管道 - 15%,對於直徑為 20 毫米或更大的管道 - 12.5%。截面 Q 的橢圓度百分比由以下公式確定:
其中 Dmax、Dmin、Dnom 分別是彎管處的最大、最小和標稱外徑。
除了在彎曲過程中形成橢圓外,特別是薄壁管,在彎曲的凹入部分有時會出現褶皺(波紋)。橢圓形和起皺對管道的運行產生不利影響,因為它們減少了流動面積,增加了水力阻力,並且通常是管道堵塞和腐蝕增加的部位。
根據 Gosgortekhnadzor 的要求,鋼管、彎頭、補償器和管道其他彎曲元件的彎曲半徑必須至少為以下值:
用沙子預填充和加熱彎曲時 - 至少 3.5 DH。
在不打磨的冷狀態下在彎管機上彎曲時 - 至少 4DH,
當用半波紋折疊(一側)彎曲時,沒有沙子填充,由燃氣燃燒器或特殊熔爐加熱 - 至少 2.5 DH,
對於通過熱拉或沖壓製成的彎曲彎曲,至少有一個 DH。
如果彎曲方法保證壁厚不超過計算要求厚度的 15%,則允許彎曲彎曲半徑小於前三段規定的管子。
在管道採購倉庫和工廠以及安裝現場使用以下主要彎管方法:彎管機和夾具上的冷彎,在爐內或高頻電流中加熱的彎管機上的熱彎,折疊彎曲,在熱填沙條件下彎曲。
獲得彎曲單元所需的管道長度 L 由以下公式確定:
L = 0.0175 Rα + l,
式中 R 為管道彎曲半徑,mm;
α——管道彎曲角度,度;
l - 100-300 毫米長的直段,在彎曲過程中必須夾住管道(取決於設備的設計)。
1. 命名管段橢圓度的公差。








2. 橢圓度如何計算為百分比?
3. Gosgortekhnadzor 要求以各種方式彎曲管道時允許的彎曲半徑是多少?
4.如何確定管道的長度以獲得彎曲元素?
“管道加工”部分的所有材料:
● 管道清洗和矯直
● 管端、管件和孔的翻邊
● 管道上的螺紋和滾絲
● 彎管半徑
● 冷彎管
● 熱管彎曲
● 管端切割加工
● 有色管材加工
● 塑料、玻璃管加工
● 配件的準備和修改
● 管道車間和車間生產墊片
● 管道加工安全規程
如何在家中使用彎管機
彎管機被稱為特殊機構,其特點是工作原理不同。在他們的幫助下,可以在生產中或在家中實現異形管和圓管的手動和機械彎曲。
適用於彎曲小直徑塑料薄壁鋁製品的手動彎管機有以下幾種:
- 槓桿。這種機制也稱為沃爾諾夫機器。對於鋪設工件,它提供了一種特殊的形式。彎曲過程本身不需要加熱管子,是通過槓桿作用進行的。形狀對應於一定的直徑。
- 弩。固定工件的結構設有彎曲段,該彎曲段從與端部相反的一側穿過管子的中部。
- 春天。在彎曲之前,管道裝有彈簧,該彈簧鋪設在產品內部。此外,可以加熱工件,或者可以使用冷彎法。在程序結束時,必須卸下彈簧。

借助機器折彎,可以解決各種直徑和形狀的鋁管如何彎曲和拉直的問題。損壞的風險降低到幾乎為零。








根據提出的要求,這些機構可以具有機電或液壓工作原理,以保證準確的工作結果。



