焊工課程
焊接可以在特殊課程中掌握。焊接培訓分為理論培訓和實踐培訓。您可以親自或遠程學習。這些課程為初學者教授焊接技術和其他重要智慧。重要的是有機會在老師的監督下在實踐課上通過焊接學習烹飪。讓學生了解可用的焊接設備、電極的選擇、安全規則。
您可以單獨學習,也可以與小組一起學習。每個選項都有其自身的優勢。單獨學習時,只能掌握那些對未來有用的知識。但在小組學習中,有機會聽到同學們對錯誤的分析,從而獲得額外的知識。
完成課程並通過考試確認所學知識和實踐技能後,頒發批准證書。
管道焊接
使用電弧焊,可以形成圍繞管道圓周的水平焊縫和在側面延伸的垂直焊縫,以及頂部和底部接縫。最方便的選擇是底縫。

鋼管必須端對端焊接,同時沿牆壁高度焊接所有邊緣。在操作過程中,電極必須以 45 度角安裝 - 這樣做是為了減少產品內部的流入。接縫的寬度應為 2-3 毫米,高度 - 6-8 毫米。如果焊接是重疊的,那麼所需的寬度已經是6-8毫米,高度是3毫米。
在開始工作之前,有必要進行準備程序:
- 您需要清理該項目。
- 如果管道邊緣變形,則將它們對齊或用角磨機或簡單的磨床將其切斷。
- 接縫將通過的邊緣必須清潔到有光澤。
準備好之後就可以開始工作了。必須連續焊接所有接頭,充分焊接。最大寬度為 6 mm 的管接頭分 2 層焊接,寬度為 6-12 mm 的為 3 層,壁寬大於 19 mm 的為 4 層。主要特點是不斷清理管道中的爐渣,即每一層完成後,必須清除它的爐渣,然後再煮一個新的。在第一個接縫處工作時必須特別小心,有必要融化所有的暗淡和邊緣。仔細檢查第一層是否有裂縫,如果存在裂縫,則必須將其熔化或切割並重新焊接。
所有後續層都是通過緩慢轉動管道來焊接的。最後一層焊接到母材金屬的平滑過渡。
新手焊工的誤區
要學習如何用電焊做飯,您需要考慮初學者犯的主要錯誤:
- 電極移動太快,導致焊縫不均勻。
- 接縫移動太慢,同時在金屬上形成孔洞和燒傷。
- 接縫太不平整、太平。這裡的主要錯誤在於電極的角度。
- 金屬故障。發生這種情況是因為沒有觀察到金屬和電極之間的 5 mm 間隙,即間隙太小。
- 否則,當間隙太大時,金屬不會煮透。
以上所有錯誤只是最嚴重的。還有更多的細微差別只能通過經驗來理解。
焊接薄壁金屬或型材時,需要謹慎操作。可以通過使用清潔的電極並直接在其上焊接來焊接薄部件。
有色金屬上的焊接截然不同,因為它需要其他電極。還需要特殊的保護環境。現在您可以購買幾乎可以烹飪任何金屬的通用設備。
還有用於處理薄壁金屬的半自動設備。其本質在於特殊線材的沉積。
如何選擇焊接電極
電極是一根金屬棒,可讓您將電流傳導到要焊接的工件。有各種品牌的電極, 但對於焊接 用於直徑為 3 mm 的逆變器的常規電極是鋼的。金屬越厚,焊接的電極直徑應選擇越大。

用於焊接培訓的電極必須是高質量的,當然是乾燥的,這一點非常重要。使用潮濕的焊條時,即使是經驗豐富的焊工也很難引出電弧並將其保持在穩定狀態。
因此,如果您決定學習如何焊接,則應僅使用高質量的耗材來實現這些目的。
電弧點火
然後你需要打開逆變器。這種最簡單的電焊程序是通過打開撥動開關來執行的。電流值應使用調節器設置,在設備的前面板上很容易看到。對於選定的電極,100 A 的電流是合適的。放下掩膜並繼續。

首先,你需要掌握引弧的技巧。使用新電極,只需在零件上滑動即可完成。記住你是如何點燃火柴的。如果電極已經在使用中,那麼他們需要敲擊金屬表面。碰巧初學者手中的電極會粘在金屬上。這很容易通過將電極急劇傾斜到側面來糾正。如果無法撕下,則需要關閉逆變器。然後粘點會自行消失。





點燃的電極形成焊接電弧。要維護它,您需要學習如何與金屬保持 3-5 毫米的距離。接近時,可能會發生短路,並伴有粘連。移開時,弧線會消失。
如何焊接接縫
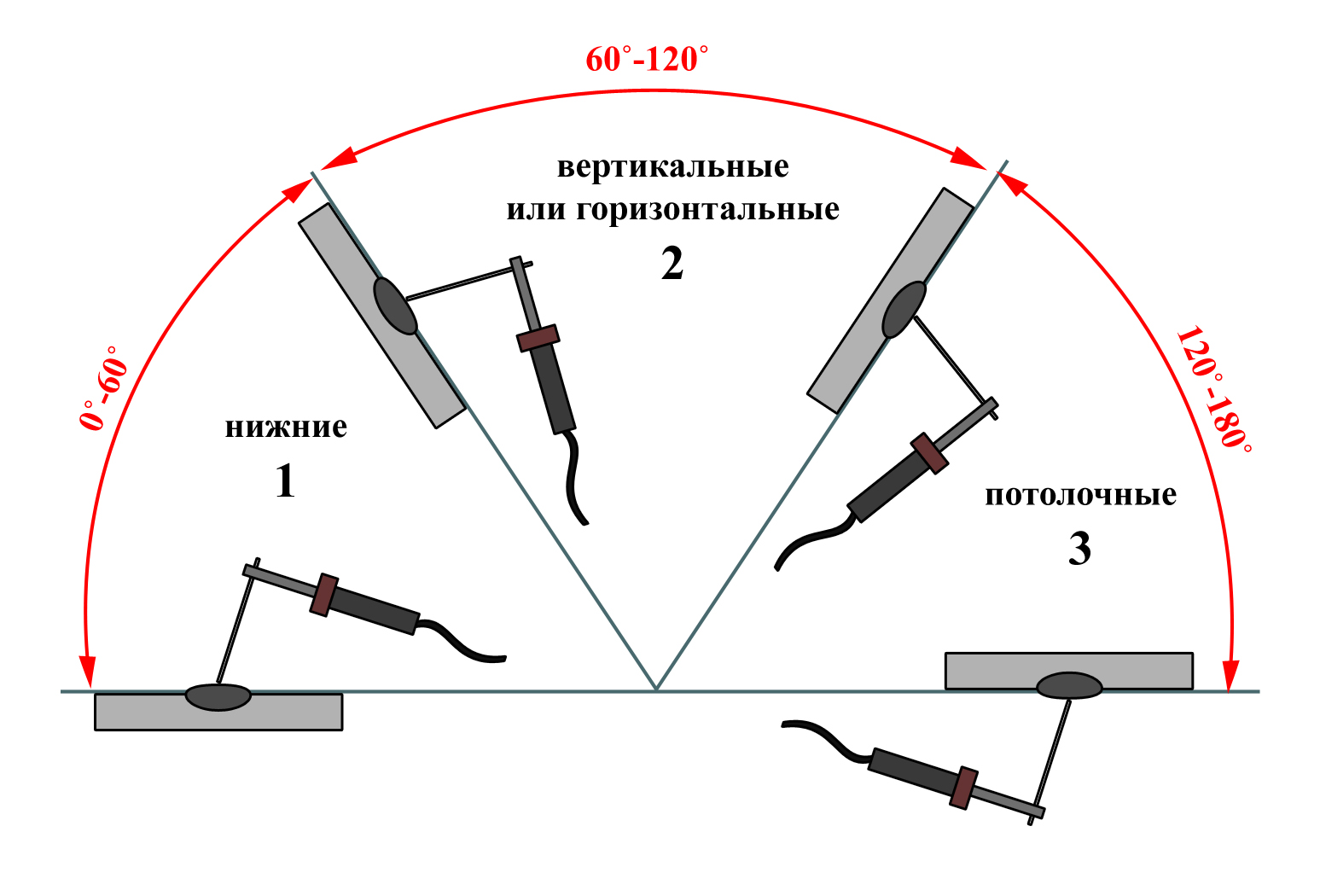
在較低位置進行焊接時,即使是新手焊工也不會出現任何困難。但所有其他規定都需要技術知識。每個職位都有自己的建議。下面討論用於製造每種類型焊縫的技術。
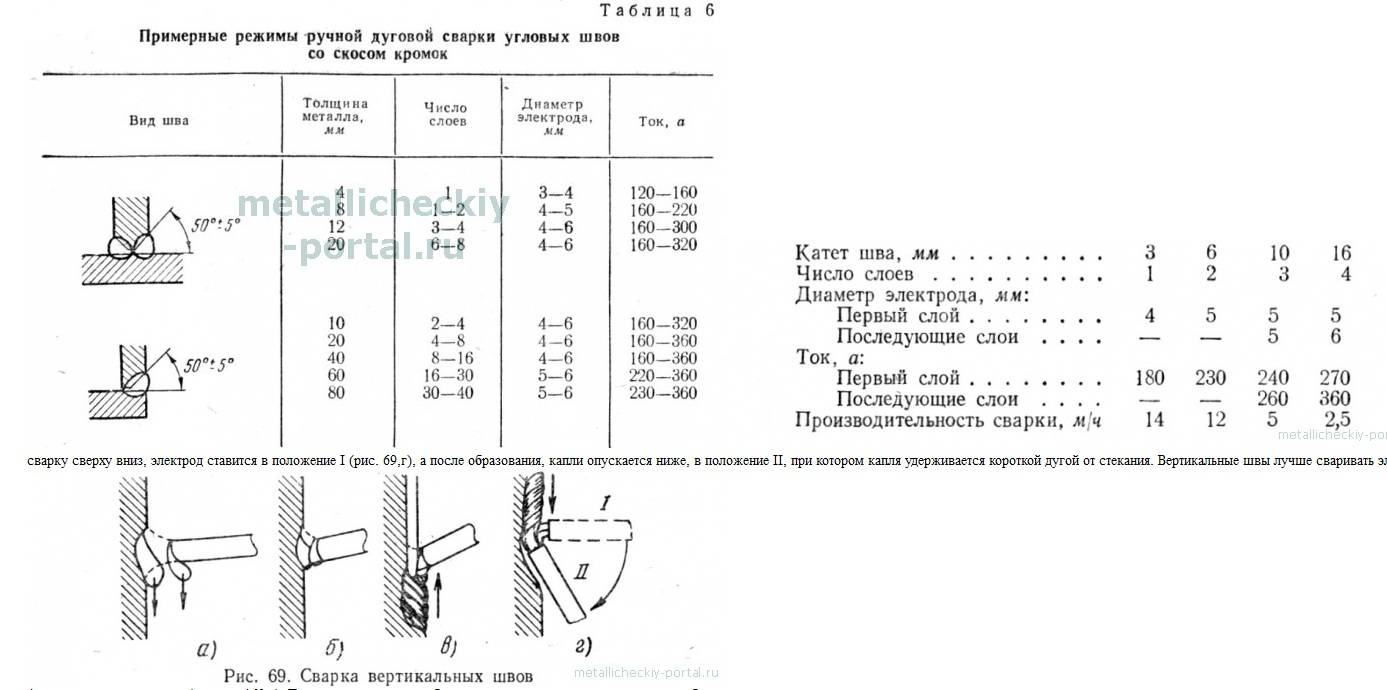
焊接垂直接縫
在垂直位置焊接零件時,熔融金屬在重力作用下向下滑動。為防止熔滴脫落,使用較短的電弧(電極尖端更靠近熔池)。一些工匠,如果電極允許(不粘),一般將它們靠在零件上。
根據接頭類型和待焊接零件的厚度進行金屬準備(開槽)。然後將它們固定在預定位置,用幾厘米的台階與短橫向接縫 - “大頭釘”連接。這些接縫不允許零件移動。
垂直縫可以從上到下或從下到上焊接。從下向上工作更方便:這是電弧將熔池向上推的方式,防止熔池下降。這使得製作高質量的接縫變得更加容易。
如何自下而上焊接垂直焊縫:電極的位置和可能的移動
該視頻展示瞭如何通過電焊正確焊接垂直焊縫,同時電極從下到上移動而不分離。還演示了短滾技術。在這種情況下,電極只發生上下移動,沒有水平位移,接縫幾乎是平的。
可以通過弧形分隔在垂直位置連接零件。對於新手焊工來說,這可能更方便:在分離期間,金屬有時間冷卻。使用這種方法,您甚至可以將電極放在焊接坑的架子上。這更容易。運動模式幾乎與不間斷的相同:從一側到另一側,循環或“短輥” - 上下。
如何烹飪有間隙的垂直接縫,請參閱下一個視頻。相同的視頻教程顯示了電流強度對接縫形狀的影響。一般來說,對於給定類型的電極和金屬厚度,電流應比推薦的小 5-10 A。但是,如視頻中所示,這並不總是正確的,而是通過實驗確定的。
有時垂直縫是從上到下焊接的。在這種情況下,啟動電弧時,將電極垂直於要焊接的表面。在此位置點火後,加熱金屬,然後降低電極並在此位置烹飪。從上到下焊接一個垂直的焊縫不是很方便,它需要對熔池進行很好的控制,但是這樣可以達到很好的效果。
如何通過電焊從上到下焊接垂直焊縫:電極的位置及其尖端的移動
如何焊接水平縫
垂直平面上的水平接縫既可以從右到左也可以從左到右進行。沒區別,誰更方便,他就是這樣做飯的。與焊接垂直接縫時一樣,鍍液往往會下降。因此,電極的傾斜角度相當大。它的選擇取決於移動速度和當前參數。最主要的是浴缸保持在原位。
焊接水平縫:電極位置和運動
如果金屬向下流動,則增加移動速度,減少對金屬的加熱。另一種方法是使電弧中斷。在這些短暫的時間間隔內,金屬會稍微冷卻並且不會流失。您也可以稍微降低電流。只有所有這些措施是分階段實施的,而不是一次性實施的。
下面的視頻展示瞭如何在水平位置正確焊接金屬。視頻的第二部分關於垂直接縫。
天花板接縫
這種焊接接頭是最困難的。需要高技能和對熔池的良好控制。為了執行此接縫,電極與天花板保持直角。弧線短,運動速度恆定。主要執行擴大接縫的圓周運動。








電焊安全注意事項
金屬的電焊不僅伴隨著熱量、火花等的釋放,如果處理不當,很容易觸電。
因此,在第一次使用焊把之前,請滿足以下多項要求:
- 保護你的眼睛。出於這些目的,有焊工或其前輩使用的特殊面罩,帶有濾光器的防護罩;
- 一定要穿工作服,必須由不燃材料製成,必須遮蓋手臂和腿;
- 使用橡膠鞋和手套,焊工的綁腿。這樣可以最大限度地降低觸電風險。
我們不能忘記,電焊,除其他外,電擊也是危險的。因此,即使下著小雨,也不可能在街上用電焊做飯。此外,您不能在裝有燃料、氣體等的容器中烹飪。始終穿著橡膠工作服以保護您的手臂和腿。

今天,對於家庭焊接,最常使用逆變器。這些是可以焊接鋼、鑄鐵和不銹鋼的輕型移動設備。
準備焊接
電焊培訓是一個實際的過程,需要一些培訓。首先,您需要注意安全性。焊工的工作是相當危險的:
- 熔融金屬飛濺導致灼傷的可能性;
- 高溫下有毒分泌物中毒;
- 觸電的可能性;
- 不戴護目鏡會傷害眼睛。

正確選擇電焊設備和設備是安全工藝的關鍵。對於焊接工作,您將需要:
西裝由密實面料製成,完全覆蓋身體、手臂和腿部;
可以使用特殊的眼鏡來保護眼睛,但我們建議注意戴口罩。它們還將保護面部,在焊接過程中更安全;
優質的焊接設備;
電極;
一桶水,以消除可能發生的火災;
焊接的正確位置
最好呆在戶外,並清除附近的所有易燃物品。
現代市場代表了廣泛的電焊機選擇,其種類可歸結為三種主要類型:
- 將交流電轉換為焊接用的變壓器。這種焊機往往不能產生穩定的電弧,而且會消耗大量電壓;
- 整流器轉換為來自消費者網絡的直流電。這些設備允許獲得高穩定性的電弧;
- 逆變器允許您將來自家庭網絡的電流轉換為直流電以進行焊接。這些裝置的特點是易於引弧和高生產率。
初學者焊接:視頻教程 - 觀看並學習細微差別。
建議初學者選擇塗有消耗性成分的電極,例如實心棒。對於新手焊工來說,用這種電極製作均勻的焊縫會更容易。初學者的桿尺寸為 3 毫米。
小貼士:如何自學電焊做飯
如果您知道需要多少個電極,您需要使用哪些電極,並且產品不是太大,那麼您可以在 1 天內自行焊接一個金屬結構。
還有什麼你需要記住學習如何自己做飯:
焊工不僅要正確工作,而且要學習基礎知識,特別是特定材料需要什麼樣的操作模式,因為金屬可以是鋼、合金或織物,例如金屬的顏色。 .
一定要研究製作特定接縫的方法。
有必要正確對待電極和焊絲的選擇。
如果最初不需要成為最高級別的專業人士,那麼您可以通過觀看視頻教程、接縫圖紙並學習專業人士的建議來自己學習焊接。培訓會很長,但可能很有成效,特別是如果你逐漸嘗試生產接縫,增加工作經驗。

許多人更喜歡使用resant,因為該技術可以承受長時間的負載,這使您可以快速結束事情。在第一次嘗試使用焊接時,最好使用真正的逆變器,只有這樣,憑藉豐富的經驗,任何其他設備都可以使用。關於電極,建議選擇“3”。它們易於使用,最重要的是,它們不會使電網過載。
一般來說,焊接設備分為類型——變壓器、整流器、逆變器。為什麼普及率仍然落後於逆變器?它們結構緊湊,重量輕,對於初學者來說非常容易操作。在學習焊接的第一步,值得採用更簡單的金屬類型,最好是均勻的元素,以免使任務複雜化。






焊接前需要準備:
- 桶裝水;
- 攪拌渣錘;
- 鐵刷;
- 保護面部和頸部區域的口罩;
- 由特殊織物製成的手套,浸漬有防止帆佈點燃和燒壞的成分;
- 特殊的長袖衣服。
不要忘記,焊接業務有火災隱患,因此嚴禁靠近可燃或易燃物品,以免造成嚴重後果。
手工電弧焊技術。如何通過焊接做飯
在進行實際練習之前,我想再次提醒您注意安全注意事項。工作地點附近沒有木製工作台和可燃材料。一定要在工作場所放一個盛有水的容器。請注意火災風險。
為了弄清楚如何通過焊接正確焊接,我們向您提供詳細的說明和焊接過程的視頻。
首先嘗試敲擊電弧並保持所需時間。為此,請遵循我們的建議:
- 使用金屬刷子,需要清潔待焊接部件的表面,去除灰塵和鏽跡。如有必要,它們的邊緣會相互調整。
- 最好學習如何用直流電正確電焊烹飪,因此將“正極”端子連接到零件,將電極安裝在夾具中,並在焊機上設置所需的電流強度。
- 將電極相對於工件傾斜約 60° 的角度,然後慢慢將其通過金屬表面。如果出現火花,將桿端抬起 5 mm 以點燃電弧。可能由於電極邊緣有一層塗層或熔渣,您未能獲得火花。在這種情況下,用電極尖端敲擊零件,如視頻中有關如何正確使用電焊焊接的建議。在整個焊接過程中,產生的電弧由 5 毫米的焊接間隙支撐。
- 如果電弧很不情願地點亮,並且電極一直粘在金屬表面,則將電流增加 10-20 A。如果電極粘連,請左右搖晃支架,甚至可以用力搖晃。
- 請記住,桿會一直燒壞,因此只有保持 3-5 毫米的間隙才能讓您保持穩定的電弧。
學會如何引弧後,嘗試慢慢地將電極移向自己,同時以 3-5 毫米的幅度左右移動。嘗試將熔體從外圍引向熔池中心。焊好約 5 厘米長的焊縫後,取下電極,讓零件冷卻,然後用錘子敲擊接合處,以敲落熔渣。正確的接縫具有整體的波浪結構,沒有彈坑和不均勻性。
焊縫的純度直接取決於電弧的大小和焊接過程中電極的正確移動。觀看有關如何通過焊接烹飪的視頻,該視頻使用保護過濾器拍攝。在此類視頻中,您可以清楚地看到如何保持電弧和移動電極以獲得高質量的焊縫。我們可以提出以下建議:
- 所需的弧長由桿沿軸線的平移運動來維持。在熔化過程中,電極的長度會減少,因此需要不斷地將帶有桿的支架靠近零件,並觀察所需的間隙。這是許多關於如何學習烹飪的視頻中強調的內容。
- 電極的縱向運動會形成所謂的細絲輥的沉積,其寬度通常比棒的直徑大 2-3 毫米,厚度取決於運動速度和電流強度。滾線器是真正的窄焊縫。
- 為了增加接縫的寬度,電極在其線上移動,進行振盪往復運動。焊縫的寬度將取決於其振幅的大小,因此振幅的大小根據具體情況確定。
焊接過程使用這三種運動的組合來形成一個複雜的路徑。
看了電焊焊接的視頻,研究了這些軌跡圖後,你可以弄清楚哪些可以用於搭接或對焊,零件的垂直或天花板佈置等。
在操作過程中,電極遲早會完全熔化。在這種情況下,停止焊接並更換支架中的焊條。為了繼續工作,將爐渣擊倒並在距離焊縫末端形成的火山口 12 毫米處點燃電弧。然後將舊接縫的末端與新電極融合,繼續工作。
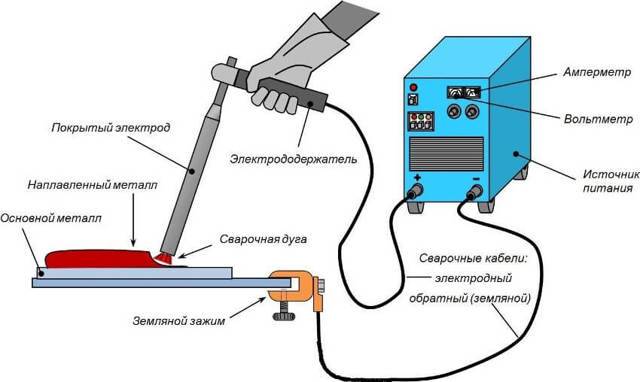
弧焊
手工電弧焊廣泛用於國民經濟的各個部門和日常生活中,用於連接金屬結構的元件。與其他類型的焊接接頭相比,其獨特的特性是:
- 焊機和消耗品(即電極)的成本相對較低。
- 獲得普通等級金屬(包括不銹鋼合金)的高質量焊接接頭。
- 能夠在許多難以到達的地方進行焊接工作 - 重量輕且易於將設備連接到電力,這有助於實現這一點。

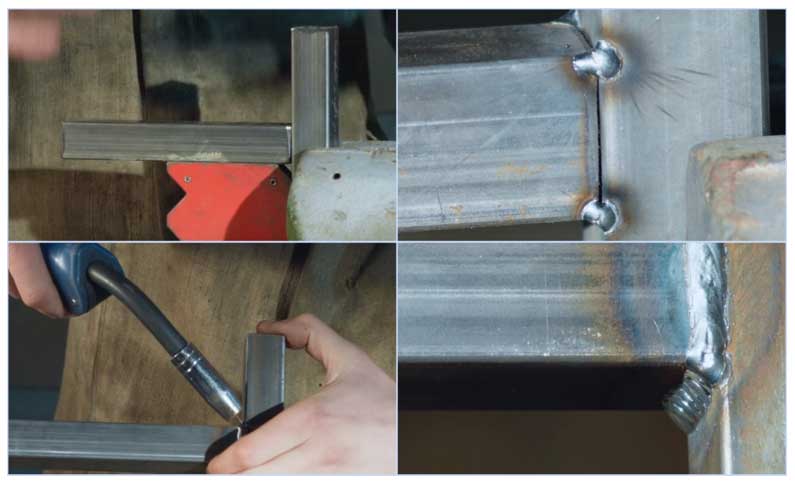
米。 7 焊接薄型管 - 接縫類型
使用電弧焊進行工作包括以下步驟:
- 管道的末端準備好進行焊接,為此它們被清除鏽跡,然後將毛坯設置在所需的距離處,以用來自熔融電極的金屬填充接縫,通常為此使用特殊裝置。
- 開啟焊機,根據內置指示燈設定所需電流,將電極插入與焊機連接的支架中,第二端固定在管子上。
- 通過點焊(點焊)固定要焊接的零件的相對位置,然後使用焊工的防護服、面罩和手套進行電焊。
- 在工作結束時,將水垢敲下並用金屬刷清潔接縫。
半自動金屬惰性氣體保護焊 (MIG)
借助現代技術,可以在國內條件下以最簡單的方式焊接型材產品,這不需要太多經驗和多年的焊工培訓。
米。 8 MIG 的工作原理
半自動惰性氣體保護焊(MIG)是傳統電弧焊發展的一個進化步驟,與之相比,它具有以下優點:
- 代替電極,直徑為 0.6 至 1.2 毫米的特殊焊絲通過焊槍自動送入熔池,纏繞成捲筒 - 這使過程自動化並減少了更換電極的時間。
- 與焊絲一起,惰性氣體(通常是二氧化碳和氬氣的混合物)通過焊接套管供應到燃燒器 - 這可以防止熔渣形成並提高焊接質量。
由於這項技術,半自動焊接與電弧機相比具有以下優點:
- 可焊接厚度為 0.5 mm 的薄工件。
- 烹飪鋼、不銹鋼、鑄鐵、鋁和有色金屬。
- 進行工作時,沒有熔渣,幾乎沒有煙霧 - 與電弧方法相比,這對健康的危害較小,提高了接縫質量。
MIG 的缺點包括體積龐大(需要巨大的氣瓶和燃燒器的電線供應系統)以及無法在將氣體吹出焊接區的強風中工作。
米。 9 惰性氣體環境中薄壁異型管的焊接
工具和設備
手工電弧焊技術相對簡單,使用專門的設備和電極進行。您還需要輔助工具和防護設備。





設備類型
有三種類型的設備可用於自己動手做弧焊:
- 變壓器。這種設備的工作原理是基於交流電。應該注意的是,它們非常重,能夠導致一般電網中的電壓突然變化並且非常嘈雜。在變壓器上製作均勻的焊縫是相當困難的;只有經驗豐富的焊工才能做到。但是,如果新手工匠使用變壓器進行弧焊培訓,那麼使用其他設備會容易得多;
- 整流器。器件的操作由半導體二極管提供。這種類型的單元將交流電變成直流電。這些是多功能設備。幾乎所有電極都適用於它們,並且可以在不同的金屬上進行焊接。與變壓器相比,焊接過程更容易,電弧穩定;
- 逆變器。他們幾乎無聲地工作。由於緊湊和自動調節系統,易於使用。在操作過程中,該設備通過轉換交流電產生大功率直流電。
在所有設備中,逆變器被認為是最好的。它們即使在電湧期間也能產生穩定的電弧,並且是多功能的。
工具和設備
用電弧焊進行焊接前,首先要準備好個人防護用品和工具:
- 焊接設備和電極。剛學焊接技能的人,要多準備焊條;
- 輔助工具。電弧焊技術涉及去除焊接過程中產生的熔渣,為此您需要一把錘子和一把金屬刷子;
- 防護服。不要在沒有特殊面罩、手套和由緻密材料製成的防護服的情況下開始焊接。不值得忽視這些手段,因為人類安全取決於它們。
如果您是第一次使用該設備並想學習如何通過手工電弧焊正確焊接,建議預先準備培訓金屬元素。
菜鳥常見錯誤
弧焊方案。
初學者焊工通常會犯與焊接設備使用基礎知識無知有關的錯誤。例如,初學者可能不知道如何選擇正確的極性進行逆變器焊接,這會導致連接形成不良甚至燒穿零件。
可以區分以下主要錯誤:
- 忽視安全預防措施;
- 焊機選擇錯誤;
- 使用劣質或未經準備的電極;
- 無需試縫即可工作。
對於初學者,如果您通過焊接烹飪 Resant,則應單獨注意一項功能。這種設備很受歡迎,但它的連接電纜很短,使用起來很不方便。
焊接機的種類
市場上有大量各種型號的焊機。
在他們的所有品種中:
- 變壓器;
- 整流器;
- 逆變器;
- 半自動;
- 自動機器;
- 等離子體;
在家庭車間中,最常使用變壓器是因為它們便宜,而逆變器則因為它們簡單易用。其餘的要么需要特殊的工作條件,只能在生產中實現,要么需要特殊的培訓和長期獲得技能。
變壓器
這種設備的設備非常簡單 - 它是一個強大的降壓變壓器,其中包括一個工作電路的次級繞組。

變壓器焊接機
變壓器優勢:
- 樸實無華;
- 生存能力;
- 簡單;
- 廉價。
缺陷
- 非常大的重量和尺寸;
- 電弧穩定性低;
- 使用交流電;
- 導致電源浪湧。
這種設備需要焊工的技能和豐富的經驗。對於教新手焊工如何正確焊接,它是不合適的。
逆變器
逆變器裝置具有復雜得多的設計。逆變器單元反復轉換輸入電源電壓,使其參數達到所需參數。由於高頻電流的變換,變壓器的尺寸和重量要小很多倍。

逆變器
逆變器的優點:
- 重量輕、尺寸小;
- 電路中的穩定電壓和電流;
- 附加防粘和熱啟動功能;
- 微調電流和電弧參數的能力;
- 不會在供電網絡中引起電壓浪湧。
逆變器也有缺點:
- 高價;
- 抗凍性低。
學習如何正確烹飪最好從逆變器開始。圓弧參數的穩定性和更容易啟動和防止“卡住”的附加功能將使初學者能夠專注於接縫并快速掌握技術。



電焊技術
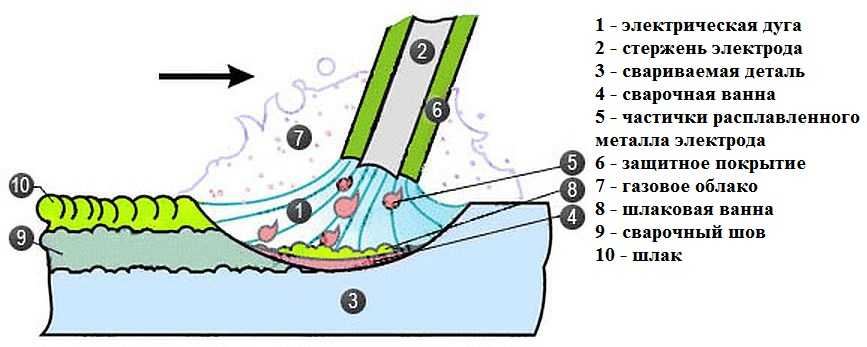
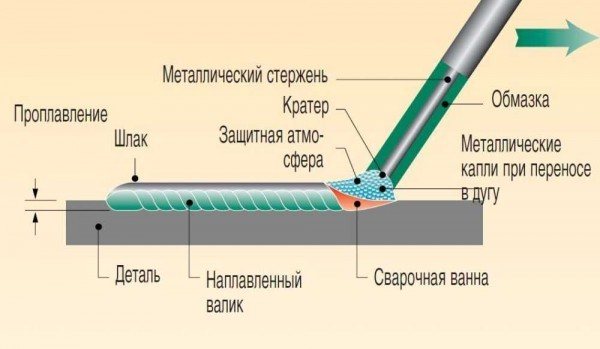
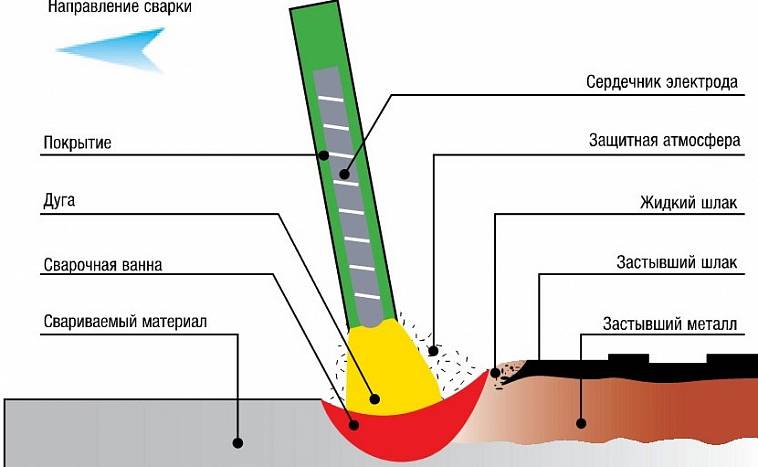
電焊是在高溫影響下發生的過程,高於金屬的熔化。作為焊接的結果,在金屬表面上形成所謂的熔池,該熔池填充有熔化的電極,從而形成焊縫。
因此,實施電焊的主要條件是點燃電極電弧,使被焊工件上的金屬熔化並充滿焊池。簡而言之,一個毫無準備的人似乎很難做到這一點。首先,您需要了解電極燃燒的速度,這取決於它的直徑和電流強度,並且還能夠在金屬焊接過程中區分熔渣。
此外,在焊接過程中(從一側到另一側)要保持均勻的速度和正確的電極運動,使焊縫光滑可靠,能夠承受斷裂載荷。
如何點亮弧線
開始電焊的發展應以正確引弧為起點。培訓最好在一塊不必要的金屬上進行,但它不應該生鏽,因為這會使任務嚴重複雜化,並且可能會使新手焊工感到困惑。
啟動圓弧有兩種簡單的方法:
- 通過快速觸摸工件表面上的電極,然後將其向上拉至 2-3 mm 的距離。如果將電極從上面的金屬中提起,電弧可能會消失或變得太不穩定;
- 將電極敲擊在待焊工件的表面,就像點燃火柴一樣。有必要用電極的尖端接觸金屬,並將其在表面上方(朝向焊接部位)拉 2-3 厘米,直到電弧點燃。
第二種引弧方法最適合初學者電焊工,因為它是最簡單的。此外,對金屬的短期指導會使電極升溫,然後用它做飯變得容易得多。
引弧後,應盡量靠近工件表面,距離不超過0.5厘米,此外,此距離必須始終保持大致相同,否則焊縫會損壞。醜陋且參差不齊。
焊接速度
電極的速度取決於被焊接金屬的厚度。因此,它越薄,焊接速度越快,反之亦然。當您學習如何點燃弧線並開始或多或少地烹飪時,這方面的經驗會隨著時間的推移而出現。下面的圖片顯示了說明性示例,您可以通過這些示例了解焊接的速度。
如果緩慢,則焊縫會變厚,並且其邊緣會強烈熔化。相反,如果電極驅動過快,則接縫薄弱且不均勻。在正確的焊接速度下,金屬完全填滿熔池。
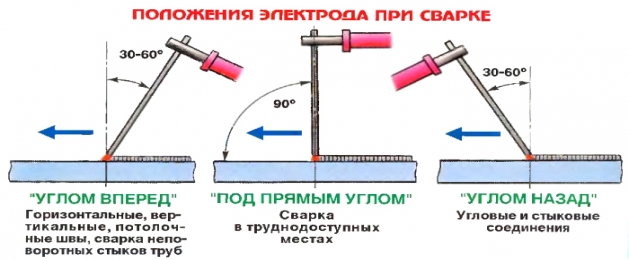
此外,在練習焊接時,您需要監控電極相對於金屬表面的正確角度。角度應約為 70 度,必要時可以更改。在焊縫形成期間,電極的運動可以是縱向的、平移的和振蕩的,從一側到另一側。
這些電極引導技術中的每一種都可以讓您獲得所需的接縫,減少或增加其寬度,還可以更改一些其他參數。