
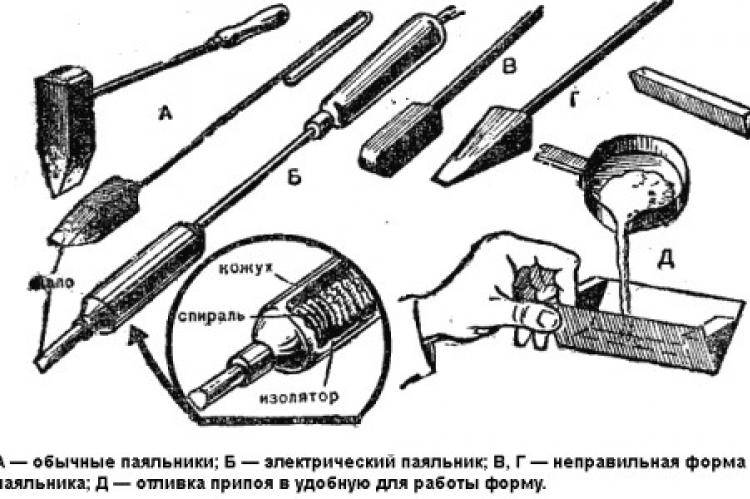
助焊劑用正磷酸
第二種常見的焊接酸是磷酸,H3PO4。它還可以理想地去除金屬表面的氧化膜並防止其更新。
參考:H3PO4(正磷酸)是許多金屬加工防腐化合物的成分。
為了對鎳或鉻元素進行高質量的焊接,使用未經稀釋的這種酸。同時,用其製備的組合物含有1/3的乙醇或乙醇。
重要須知:鈦焊接的技術和特點
磷酸佔32%,松香占6%。
很多時候,H3PO4 與氯化鋅結合,而其在成品助焊劑中的質量可以達到 50%。
磷酸的用途不僅限於釬焊鎳合金,它還用於連接由不銹鋼、銅、鋁和低合金鋼製成的元件。
正磷酸是經典活性焊劑“F-38 N”的一種成分,使用它可以焊接銅合金和純銅、各種鋼和鉻鎳合金。
“F-38 N”是在難以到達的地方進行工作過程的絕佳選擇,它具有保護焊接元件免受腐蝕的能力。
視頻:
“F-38 N”的組成成分為:鹽酸二乙胺和25%的正磷酸。
正磷焊料組合物的特點是防火防爆
同時,建議在儲存和使用產品時採取一切預防措施。
如果與皮膚接觸,請用流水沖洗至少 10 分鐘。
裝置示意圖
該設備沒有復雜的結構和技術細節。電路圖非常清晰,您可以用自己的雙手輕鬆組裝強大的烙鐵。整套設備包括:
- 桿由銅材料製成。
- 金屬外殼。
- 金屬管。
- 加熱元件。
- 絕緣手柄。
- 叉子。
- 電線(電源元件)。

低壓烙鐵
自製 220 伏烙鐵需要什麼?出於電氣安全目的,我們建議製作 12-14 伏的低壓烙鐵,儘管組裝原理在基本特性上沒有區別。對於工作,您將需要以下材料、工具:
- 可充電鋰離子電池 您可以使用筆記本電腦或螺絲刀的舊電池。
- 一小段銅線,直徑最好不超過 2 毫米。長度不超過 6 厘米,我們將需要此段作為螺旋的繞組。
- 管子由耐熱玻璃纖維製成。管的直徑優選為3.8mm和1mm。這種管旨在用作加熱部件的金屬外殼的外殼。或者,您可以使用非工作水壺的絕緣材料。
- 線材為鎳鉻合金,建議採用直徑為0.3毫米的線材。在破舊的吹風機中尋找材料。如果您打算將其安裝在烙鐵上而不是電線上,我們將根據經驗選擇這種電線的長度,同時考慮到設備的所有主要結構容量,包括電池。
- 直徑為 4 毫米的伸縮天線的一小段,該部分的長度約為 3 厘米。
- 對於刺痛,我們取一小段單芯型銅線。直徑最好以 3.8 毫米的速率取值。
- 用於將電源連接到烙鐵的電線。
- 對於手柄,我們選擇具有良好電絕緣特性的木管或塑料管。
原則上,這是一組材料的基礎,旨在開始如何用自己的雙手製作烙鐵的任務。
松香有什麼用?
沒有多少人知道為什麼焊接時需要松香。要回答這個問題,您需要了解這是一種樹脂物質,它是一種助焊劑。在用烙鐵連接零件的過程中,在要處理的表面上會形成一層氧化膜。它不允許焊料連接部件。要去除這層薄膜,您需要使用助焊劑或鬆香。樹脂物質在超過 150 度的溫度下有效地應對了這項任務。









松香用於焊接以改善接頭參數。這將有助於解決與焊料流動不足相關的問題。它可以慢慢填充接縫並降低接縫的強度。主要使用樹脂 用於家庭裝修.在生產中使用具有增強特性和性能的重要組合物。
樹脂不僅可用於焊接無線電元件和電線。在此基礎上,製造清漆和油漆。它是製造塑料的成分之一。在它的幫助下,樂器上的琴弦得到了處理。在電影工業中,松香被用來創造效果。
松香、松香特性及焊接特性
電池焊接裝置
了解如何更換傳統的烙鐵,建議您首先註意這個特殊的設備。有了它,即使在沒有電的最難以接近的地方、在高處等,也可以進行焊接。
要組裝這樣一個自製的烙鐵,您將需要以下內容:
- 電池。
- 用松香焊接。
- 幾根電線。
- 石墨鉛筆。
- 鱷魚夾。
事實上,使用這種自製烙鐵進行的過程不是焊接,而是焊接。一切都按如下方式完成。你拿兩根電線在上面繞幾圈焊料,裡面有鬆香。接下來,您需要將任何電池電極連接到要焊接的產品上。將第二個電極連接到鉛筆的石墨鉛。它需要先清潔。接下來,您需要觸摸焊錫棒片刻。會出現電弧,在高溫的影響下,焊料會瞬間熔化,這將提供非常可靠的焊接。
這種方法適用於連接直徑不超過1毫米的電線。如果您將石墨棒放在電線的尖端稍長一點,您可以獲得銅線焊縫。在使用這種烙鐵之前,建議對不必要的產品進行一些練習。
權力和任務
- 用於微電路的烙鐵 - 功率 10-20 W
- 無線電元件的烙鐵 - 功率 30-40 W
- 通用烙鐵 - 60 W
- 用於粗線和大型零件的烙鐵 - 80-100 W
在銷售中,您還可以找到更強大的烙鐵 - 從 100 W 開始,用於在室外條件下對船體結構進行粗修。但是出於這些目的,我們認為最好使用特殊的吹風機或噴燈。
在回答微電路選擇哪種烙鐵的問題時,我們立即強調,在這件事上,主要困難在於同時熔化微電路所有腿的焊點。因此,對於微電路(內存芯片、控制器等),您需要小心地使用焊接乾燥器或烙鐵來熔化每個觸點的位置並使用特殊工具(銅絲編織物或拆焊器)泵)從中選擇錫。對於這些目的,功率為 20-30 瓦的烙鐵是合適的。
第一步:準備未來烙鐵的手柄體
首先,取一個木柄(最好取一個樺木或楓木),在“腋下”轉動並打磨。可以給它任何形式,但我第一次沒有做額外的工作。它也不應該做得太長,儘管這是一個口味問題。
 用作把手的木柄
用作把手的木柄
接下來,一個帶有粗鑽的鑽頭進入工作,在電工膠帶的幫助下,我在其上標記了孔限制器。 12 V 迷你烙鐵的 2-3 cm 深度就足夠了。從末端在手柄中心開一個孔,用於安裝電源插座並將電線拉到加熱元件上。
在背面鑽了一個相同的孔,用於安裝烙鐵頭。
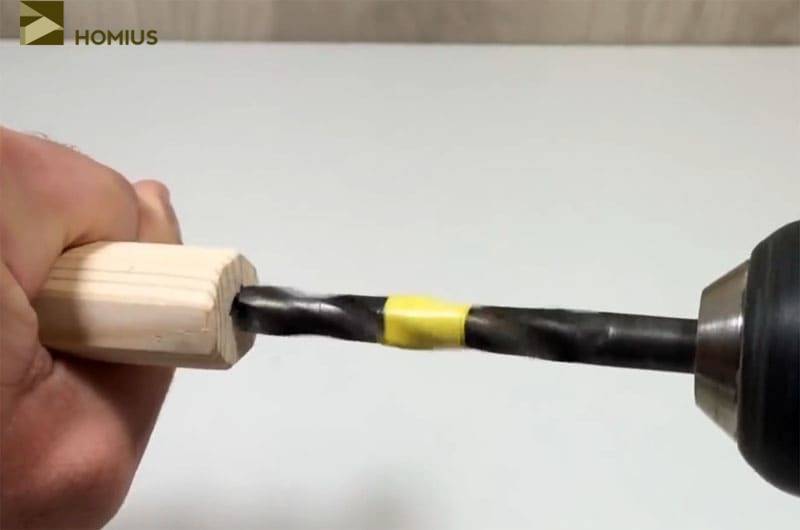 我們在烙鐵手柄的兩側鑽相同的孔
我們在烙鐵手柄的兩側鑽相同的孔
準備電源線槽
在距離計劃安裝電源插頭插座的邊緣 2-3 厘米處,我們為兩個孔(在相對兩側)做標記。為方便測量距離,可以使用電工膠帶標註深度的同款電鑽。用記號筆確定了孔的位置後,我們再次拿起鑽頭,但使用的是已經更薄的鑽頭。
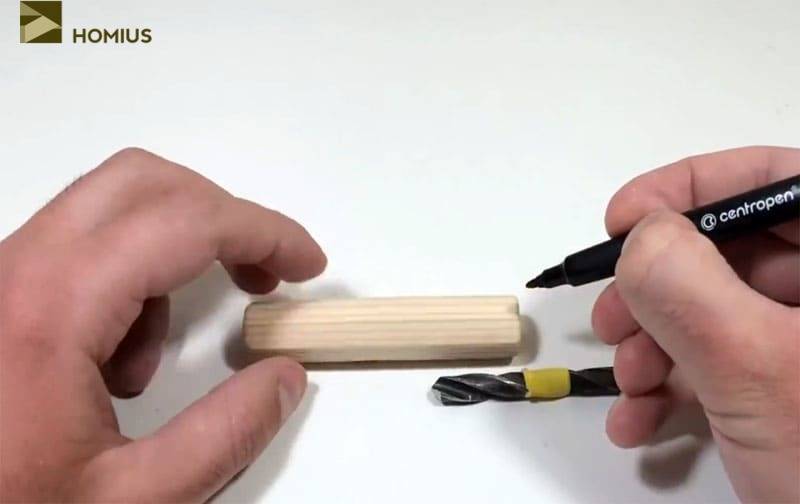 我們標記電線的鑽孔點
我們標記電線的鑽孔點
在電線下鑽孔應該以一個小角度進行 - 這樣以後會更容易拉伸它們。結果,它應該使電線從末端進入,並在輕微的扭結下進一步鋪設到手柄的另一端,烙鐵頭將位於該端。
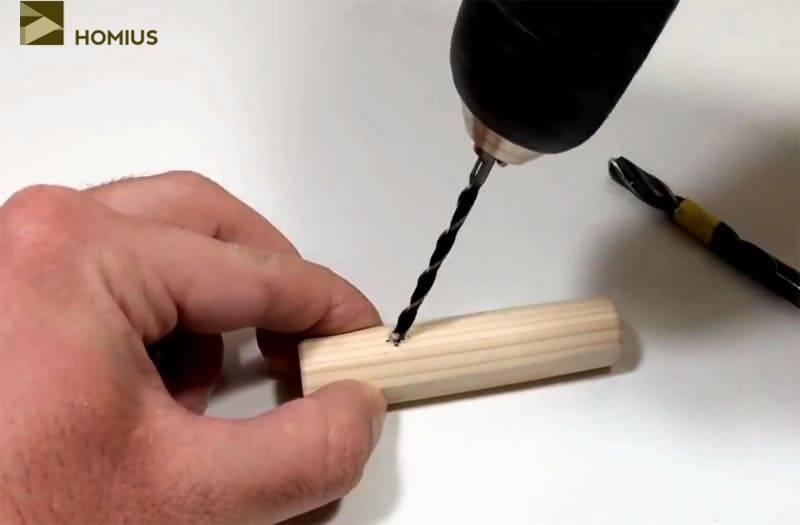 以一定角度鑽出更薄的孔,以便於佈線
以一定角度鑽出更薄的孔,以便於佈線
現在您需要確保從電源插座沿手柄延伸的電線在使用烙鐵時不會干擾。為此,我從孔到刺痛所在的邊緣切出凹槽。使用普通的文書刀很容易做到這一點。當然,如果手柄是用松木做的,剪斷纖維會容易得多,但這種材料馬上就被“標記”了。原因是沒有計劃對手柄進行額外的塗層,這意味著在工作過程中手可能會被樹脂弄髒。
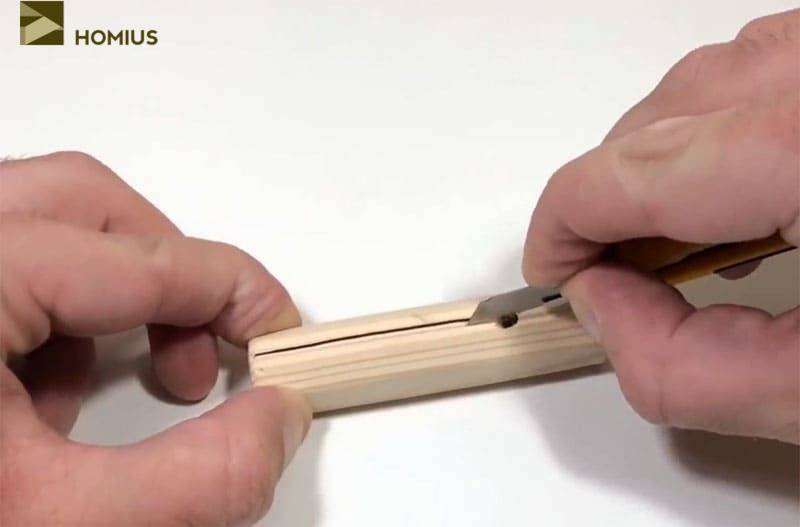 我們切割了隨後將鋪設電線的凹槽
我們切割了隨後將鋪設電線的凹槽
切開凹槽時,建議用普通的圓針銼稍微打磨一下。事實上,儘管 12 V 烙鐵是手工生產的,但它們應該可以工作,這意味著這裡的準確性根本不會是多餘的。結果,我們得到了一個兩側有孔的手柄和電線的凹槽,可以進行進一步的工作 - 組裝用於焊接電線的設備的填充物。









 手柄準備好了,可以開始組裝了
手柄準備好了,可以開始組裝了
助焊劑選擇
這是關於焊接銅部件的。對於鐵和鋁,有特殊的酸成分,這是單獨材料的主題。
事實上,這是每個人的個人喜好。您只需要嘗試不同的組合,並確定最適合自己的組合。有人喜歡焊油(稠度如油脂),有人喜歡液體助焊劑。我們將討論傳統的松香。
更準確地說 - 如何正確焊接。
這種基於松脂的助焊劑具有出色的清潔性能。它提供機械和化學清潔,此外,它還可以在加熱時很好地保護表面免受氧化。只有一個缺點:松香在其純淨形式下是固體。這意味著它不能預先應用於要連接的零件。然而,技術是
- 用烙鐵頭接觸松香,我們在上面撿起焊料;
- 我們使用烙鐵將零件的腿或電線浸入助焊劑中(它會熔化),同時表面覆蓋一層薄薄的焊料;
- 同樣在焊接處塗上焊錫;
- 我們將鍍錫的部分(線)與焊接的地方對接;
- 用烙鐵接觸助焊劑,然後拿起焊料,再次將其浸入松香中;
- 立即將刺轉移到焊接區域。
幾十年來,零件一直以這種方式焊接。具有一定的技能,限制 通過選擇材料 沒有關聯。這種技術非常適合訓練。如果你掌握了它,其餘的方法看起來會更容易。
什麼可以代替焊錫酸?
沒有多少物質可以被認為是這種酸的替代品。其中一些很容易在家中製備,儘管並不總是可以獲得所需的特性。
可以用來代替焊錫酸的最簡單、最實惠的物質之一是普通阿司匹林的水溶液。要獲得它,您只需要服用片劑,將其壓碎以加快溶解速度,然後將其倒入盛有水的容器中並充分混合,直到沒有留下任何固體顆粒。所得溶液的使用類似於其他類型的助焊劑。這種物質的無可置疑的優勢是其絕對的無害性和安全性。
您也可以使用檸檬酸或醋酸,但它們不如焊接有效。它們已經以稀釋的形式出售,因此不需要對它們進行額外的操作。
另一種選擇是濃鹽酸。它是原助焊劑的主要成分之一,但也可用於在家製作焊錫酸。由於其高侵略性,它可以讓您定性地擺脫各種類型的污染並保證可靠的保護。但是,它對健康有害,並且會腐蝕精密部件,因此在焊接時應考慮到這些方面。
活性焊錫油已經證明自己很好,可以很好地應對污染。此外,其無可置疑的優勢是易於使用和易於放置在產品表面上。然而,與焊錫酸一樣,它是一種高度侵蝕性物質,會對人體健康構成威脅,因此不建議將其用於薄金屬產品。
一種有價值的焊接酸替代品是磷酸。它易於使用,價格實惠,可以很好地處理氧化物、油脂和其他薄膜和沈積物,但同時它對金屬也很溫和。
在手頭沒有原始焊接酸的情況下,您可以在家中獨立準備更換它。當然,她不會有這麼豐富的作文,但她仍然會完美地應付分配給她的任務。
密封小孔的說明
這種方法適用於密封小孔。 直徑可達 5-7 毫米,例如,在漏水的盤子裡。首先,您需要仔細清潔孔周圍的區域。使用砂紙、銼刀或磨碎的磚塊進行此操作。如果您要焊接搪瓷產品,您必須先將孔周圍的搪瓷去除約 5 毫米。為此,將一些金屬物體的角連接到孔的邊緣,然後用錘子輕輕敲擊琺瑯質。
徹底清潔裸金屬。取切碎的松香,並用一個焊接的地方填充。在蝕刻的鹽酸存在的情況下,將其塗在產品上。在產品內部,在孔上放一塊錫,或者更好的是,tretnik。接下來,您需要加熱產品。這可以通過煤油或酒精燈、primus 爐子、甚至電爐來完成。在搪瓷器皿的情況下,烈酒爐是最優選的。它將加熱產品的一小部分,並且不會損壞牙釉質的其餘部分。等待錫融化,然後將盤子從火上移開。熔錫將提供堅固可靠的焊接。
基本操作程序
 使用烙鐵“正確”焊接的技術圖或圖表建議執行以下操作程序。
使用烙鐵“正確”焊接的技術圖或圖表建議執行以下操作程序。
在直接焊接之前,要清除被焊接物體的表面上的重垢和腐蝕沉積物,然後將它們清潔到具有特徵性的光澤。
在此之後,零件的焊接點用預先準備好的助焊劑處理,通過它可以改善焊料在接觸表面上的擴散條件。
然後對焊盤或焊接區域進行保護性鍍錫,其本質是將熔化的焊料塗在其上。同時,耗材均勻地分佈在要焊接的零件表面,確保形成可靠的熱連接。
在準備鍍錫零件時,優先使用膏狀助焊劑,這種助焊劑使用方便,易於洗掉。在加工和焊接之前,零件通過機械扭轉或用鉗子壓縮進行預連接。
固定後,再次向它們施加助焊劑,然後加熱接觸點,同時將焊條引入其中(其成分可能與用於鍍錫的材料不同)。
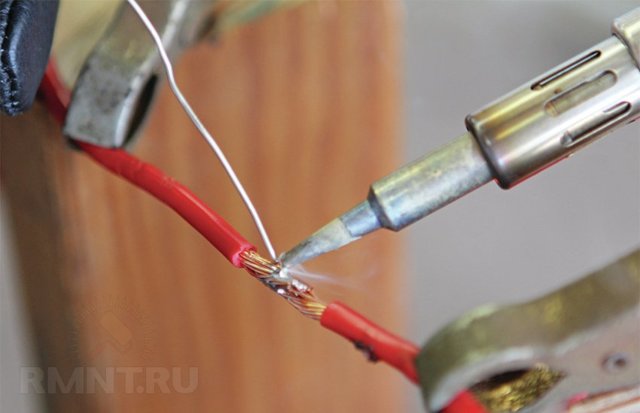
如果您不學習如何給烙鐵頭上錫,就不可能學會如何用自己的雙手正確焊接。上錫時,烙鐵完全預熱後,應將烙鐵頭牢固地壓在任何覆蓋有箔的表面上,並用焊錫在熔化的松香上摩擦。









應重複此操作,直到銅尖的邊緣出現特徵性的焊料膜,從而對任何金屬提供良好的附著力。
如何正確焊接的問題伴隨著對為什麼需要焊接以及可以用它做什麼的興趣。過去主要是焊接的鍋和茶炊,但今天高科技的東西也可以焊接。
焊接金屬的特點
對於高質量的連接,遵循一定的說明很重要,這項工作不同於使用普通焊料進行焊接。在許多情況下使用焊接酸,在工作前遵循以下步驟很重要:
在許多情況下使用焊接酸,在工作前遵循以下步驟很重要:
- 粗糙的污垢、金屬氧化用砂紙或銼刀清理。
- 助焊劑用刷子或特殊的分配器小心塗抹,溶液呈液態,因此很容易在表面上塗抹。
- 鍍錫隨著焊料的應用而發生,產品被固定在一起。
該過程結束後,有必要去除剩餘的溶液。你可以用普通的肥皂水或蘇打水來做到這一點。
如果您發現錯誤,請選擇一段文本並按 Ctrl+Enter。
可能的故障
 最常見的烙鐵故障(無論類型和功率)是加熱器繞組燒壞或部分匝間短路。
最常見的烙鐵故障(無論類型和功率)是加熱器繞組燒壞或部分匝間短路。
它表現在烙鐵根本不發熱,即失去效率。
通常情況下,隨著時間的推移,個別轉彎的關閉也會導致整個螺旋的燃燒,當普通修復不再有幫助時,螺旋必須完全重繞。在最有利的條件下,烙鐵加熱不足可能是由於以下原因:
- 供電線與繞組端部(螺旋)的連接處接觸不良;
- 網絡插頭故障;
- 繩索本身的一根芯線斷裂。
所有這些故障都是通過目視檢查來檢測的,或者在“連續性”模式下打開的測試儀的幫助下進行檢測,然後進行維修。
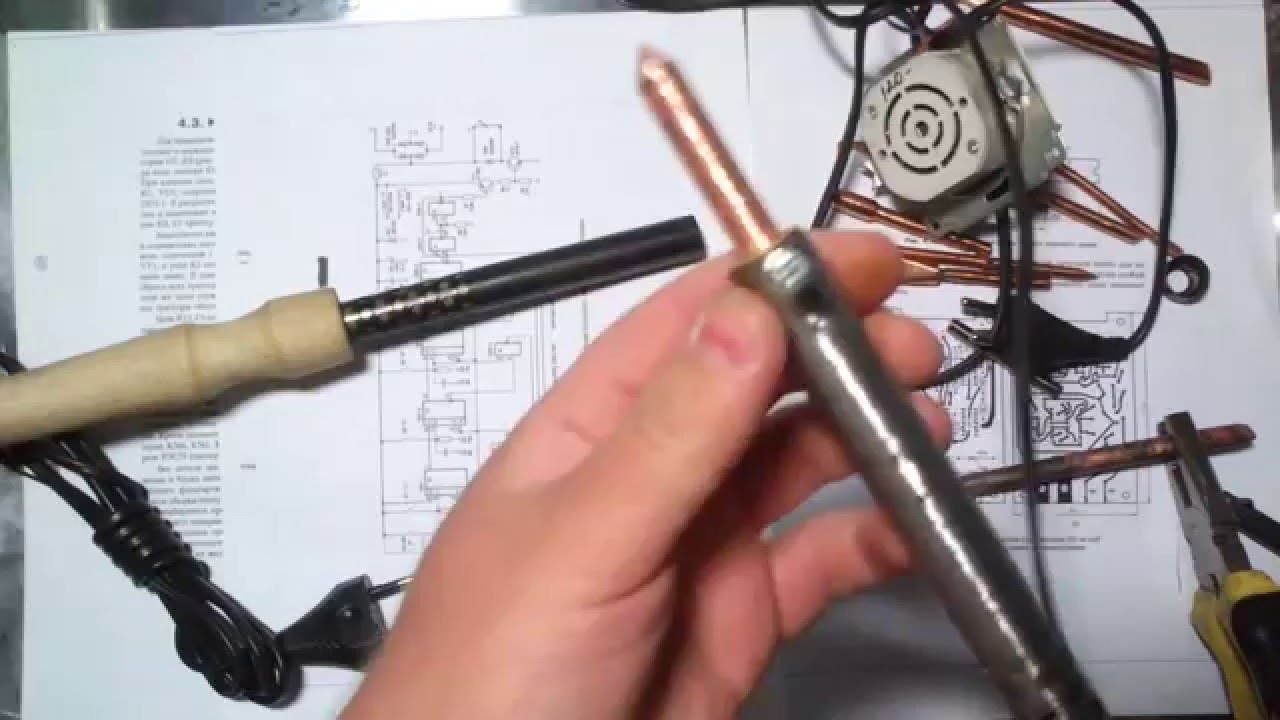
一個重要的細節是烙鐵頭
焊接質量和使用舒適度在很大程度上取決於烙鐵中使用的尖端。由銅棒製成的刺可以很好地導熱,並且焊料可以完美地粘附在上面。但是當加熱時,這樣的刺會不斷地被氧化物覆蓋並燒焦,因此需要不斷地清潔。
另一種類型的尖端是鍍鎳金屬棒。它的特點是沒有令人不快的鱗片形成,並且在帶有小細節的珠寶工作中很方便。但它不能被清理,因為。這會導致塗層剝落和焊料失去粘合性能。
大多數現代烙鐵都有一個鋒利的錐形尖端。它使您可以安全地觸摸相鄰的電線以靠近無線電組件的腿並對其進行處理。
烙鐵套件也可以帶有扁平尖端。這種形狀可以更好地將熱量傳遞到大型部件,並允許您快速加熱並焊接它,或者相反地焊接它。
焊接能力
有足夠的機會利用您正確焊接金屬零件和產品的能力。以這種方式,進行了許多組裝和維修操作。以下是一些最重要的:
- 可以焊接作為熱交換器和製冷裝置內部線路一部分的銅管;
- 各種電子電路的焊錫元件;
- 進行維修、焊接首飾、眼鏡;
- 將硬質合金刀片固定在金屬加工刀架上;
- 在日常生活中,當需要將扁平銅件固定在板坯的金屬化表面上時,也經常使用焊接;
- 定性鍍錫表面的能力可用於保護金屬結構免受腐蝕。
此外,通過所考慮的工藝,可以焊接由不同結構金屬製成的部件,以及密封各種類型的剛性接頭。
12V 烙鐵的最終組裝
在組裝的最後階段,還需要 2 塊薄的耐熱麻布。他們穿著細銅線的“鬍鬚”,上面附有加熱元件。它們的自由端被來自電源插座的電線扭曲。之後,我認為最好在手柄上安裝一個小撥動開關,這樣您就可以關閉加熱器的電壓供應,而無需從插座或烙鐵手柄中的插座中拔出電源。但這是特別的。如果任何讀者會收集這樣的設備,您應該記住這種可能性。









 我們盡可能擰緊電線 - 接觸應該很好
我們盡可能擰緊電線 - 接觸應該很好
訓練
工作場所
他們總是在普通的普通照明(不低於 500 勒克斯)下焊接,如有必要,創造更舒適的條件,使用局部照明源。
應注意通風良好。最好的結果是通過引擎蓋獲得的,在沒有引擎蓋的情況下,它們會間歇性地焊接,以使房間免受松香蒸氣的影響(每小時進行一次密集工作)。
根據功率選擇烙鐵
用各種容量的烙鐵焊接。通常假設:
- 低功率烙鐵(20 - 50 W)便於使用電子設備,可讓您焊接細線;
- 用100瓦的工具,焊接厚度不超過1mm的銅層;
- 200 W 或更高功率可讓您焊接最初需要使用強力烙鐵的大型部件。
很容易從視覺上判斷設備的功率:一個 50 瓦的烙鐵比鋼筆略大,而一個 200 瓦的烙鐵總長度約為 35-40 厘米。
烙鐵上班
首次使用前 必須從外殼中清除殘留的工廠油脂。燃燒會導致出現煙霧和難聞的氣味。因此,烙鐵通過延長線打開,通過窗戶將其暴露在街道上一刻鐘。
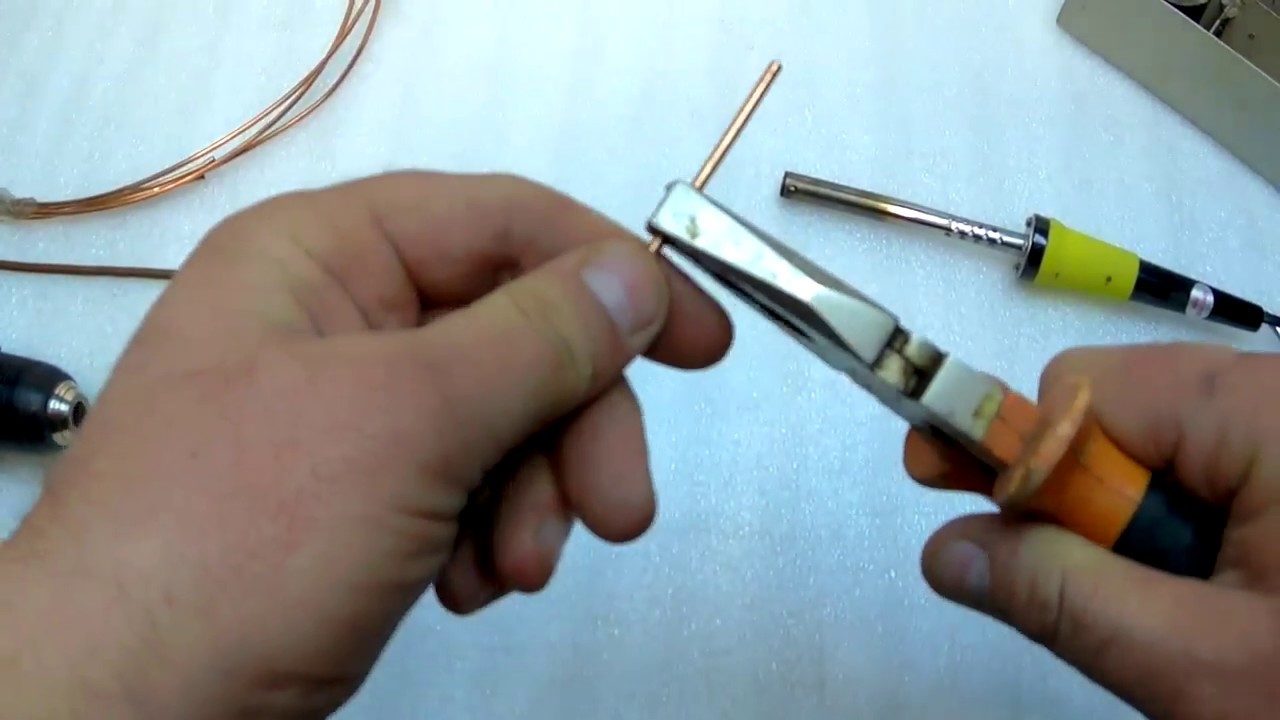
然後用錘子鍛造烙鐵頭:銅密封增加使用壽命。刺尖的形狀:
- 傾斜或切割 - 用於現場工作(示例如圖 5 所示);
- 刀形 - 使用這種刺痛同時焊接多個觸點(典型用於微電路);
- 特別 - 他們焊接某些類型的無線電元件。
圖 5. 烙鐵頭通用銳化和工作區域適當鍍錫的示例
在開始焊接之前,您應該清除氧化膜上的烙鐵頭。此過程使用細粒砂紙或天鵝絨銼進行,以及化學:浸入松香中。清潔後的刺用焊料鍍錫。
如有必要,您可以使用強力烙鐵在該點進行焊接。為此,將直徑為 0.5 - 1 mm 的銅線纏繞在其尖端,使用其自由端加熱焊料。
焊接用零件
焊接總是分幾個階段。首先準備金屬導體的表面:
- 去除氧化膜,然後脫脂;
- 鍍錫(在接觸的表面上沉積一層錫)。
然後你可以連接部件。
一定要清潔正在使用的電線。
用銼刀、砂紙、刀片去除氧化膜。在柔性電線的情況下,每根電線都經過處理。
漆包線的絕緣層通過將其拖過 PVC 管的表面來去除,然後用加熱的刺將其壓在上面。
準備就緒的標誌是沒有氧化膜殘留物的均勻閃亮的表面。
它們總是用脫脂劑焊接,即用無絨布或蘸有丙酮或石油溶劑的布擦拭表面。
新電線沒有氧化膜。拆除絕緣層後立即對其進行維修。
銅導體需要在助焊劑下鍍錫;加熱後,焊料應在金屬表面覆蓋一層薄薄的一層。在存在下垂的情況下,不建議焊接,電線垂直放置,從上到下穿過烙鐵。多餘的熔融焊料然後流到刺痛處。
如果需要焊鋁,則將清洗和鍍錫程序結合起來。為此,將覆蓋有鬆香的電線放在砂紙中,同時旋轉加熱。
某些類型的助焊劑在長期儲存過程中以及在大氣濕度的影響下會降低質量。因此,此類助焊劑的焊接需要額外控制有效期。
這很有趣:如何 焊縫 垂直焊縫 初學者:全方位考慮
焊接酸性磷酸
經驗豐富的工匠 - 電子工程師和家庭無線電愛好者都知道,要獲得高質量的連接,您不僅需要烙鐵,還需要其他配件。對於焊接,使用助焊劑和焊料,後者是在鉛和錫的基礎上製成的,通常以導線的形式提供。線材的特性、助焊劑的比例因產品的種類而異。









助焊劑作為第二種成分,一種常見的形式是以鬆香的形式使用。它有助於定性、快速地焊接銅成分、電線和其他材料的部件。焊錫酸可與黃銅、鎳、不銹鋼等材料一起工作。

準備階段
 在您學習在家中處理焊料和烙鐵的正確技術之前,您應該參加一門特殊課程,其中包括學習如何焊接以及此程序之前的所有內容。您可以自學,但在掌握珠寶、複雜電子電路的工作時,您離不開經驗豐富的導師。
在您學習在家中處理焊料和烙鐵的正確技術之前,您應該參加一門特殊課程,其中包括學習如何焊接以及此程序之前的所有內容。您可以自學,但在掌握珠寶、複雜電子電路的工作時,您離不開經驗豐富的導師。
從流程組織的角度來看,使用特殊焊料焊接金屬是一組內容相當簡單的操作。然而,儘管表面上很容易,但並不是每個人都能第一次正確焊接。在第一次認識時,由於缺乏對做什麼和按什麼順序做的明確想法,存在一些困難。
建議在準備焊接操作時遵循一定的規則,其實質如下:
- 需要選擇合適的主要工作工具進行焊接;
- 您應該擔心製作方便實用的支架,準備一個大部分時間必須焊接的地方;
- 學生必須儲備合適的耗材,沒有這些耗材就無法進行此類程序(焊料、液體或焊膏)。

最後,新手用戶必須掌握焊接的基本技術方法,這涉及到一定的針對性動作序列。
你可以用電烙鐵,氣體焊接 手電筒或烙鐵 燈。電路板、微電路通常用特殊的吹風機、提供均勻加熱的熱站焊接。一種或另一種類型的工具及其支架或支架的選擇取決於它應該進行工作操作的溫度條件。
下一個要求涉及準備強制性組件,以便您正確焊接任何金屬連接。其中包括各種類型的焊料、助焊劑添加劑和提高其質量所必需的特殊焊錫液(用於鍍錫的松香和酒精成分)。
焊接操作的類型
焊接方法的多樣性由決定焊接質量和效率的許多不同因素來解釋。這些因素不僅包括焊接設備的類型和過程中使用的焊料類型,還包括接縫形成的技術特徵。要在板上表面貼裝零件,您需要學習如何正確使用阻焊層。
無論如何,為了正確焊接,您需要知道您正在使用的金屬的熔點。它會影響焊接工具以及助焊劑和焊料的選擇。按照規定的參數,焊錫材料分為易熔(最高450度)和難熔(450度以上)。



